<第17回目:’04年3月23日>
gnuplotの3Dデータで切削をする
前回まで、2Dの図形をいくつか切削しましたが、制御プログラムはZ軸も任意に移動できるようになっています。そこで、いつも2Dではつまらないのと、Z軸のバックラッシュを調べるためにも3D図形を切削してみました。
gnuplotで出力した幾何学的な3次元を変換プログラムで専用データに変換して切削します。使用した図形の基本は”x*x−y*y”で、これは下のように鞍のような形になります。0.005*x*xのように適当に係数をかけて、Z軸の幅を適当に決めます。以下のような感じで設定しました。
set term table
set isosamples 20,20
set output 'data11.dat'
splot [-20:20] [-20:20] []0.005*x*x - 0.005*y*y + 10
gnuplotで出力した幾何学的な3次元を変換プログラムで専用データに変換して切削します。使用した図形の基本は”x*x−y*y”で、これは下のように鞍のような形になります。0.005*x*xのように適当に係数をかけて、Z軸の幅を適当に決めます。以下のような感じで設定しました。
set term table
set isosamples 20,20
set output 'data11.dat'
splot [-20:20] [-20:20] []0.005*x*x - 0.005*y*y + 10
Z方向は約8mmになります。切削幅を3mm、3mm、2mmと3回に分けて切削します。データは約9000本の直線になりました。2D切削ではボールペンを持たせて紙に書けば変換結果が確認できましたが、3Dではそうはいきません。gsplotを使って図形を回転させて正常に変換できているか確認します。また、下の図のように、戻る時に一度Z軸を上に移動させます。一度戻さないと、せっかく切削した面を削ってしまいます。

”table”形式で出力すると以下のようなXYZの座標のテキストファイルになります。初めの方を抜粋しました。
#Surface 0 of 1 surfaces
#IsoCurve 0, 100 points
#x y z type
-20 -20 5 i
-19.596 -20 4.84002 i
-19.1919 -20 4.6833 i
-18.7879 -20 4.52984 i
-18.3838 -20 4.37966 i
-17.9798 -20 4.23273 i
-17.5758 -20 4.08907 i
実際にボールエンドミル(R3=6mm)を使ってアルミ材を切削してみます。下の写真は1回目の3mmの切り込み幅で切削を行っているところです。


40mmx40mmの範囲を1回スキャンするのに約40分かかります。8mm全体で2時間かかりました(笑)。これは単純に片方向にX軸をスキャンするように移動させているためで、非常に無駄が多い動きをしているためです。下の写真は全て切削が終ったところです。画像をクリックすると動画を再生します。(約14MBあります)
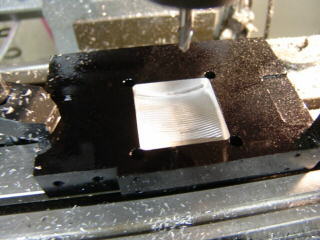
ボールエンドミルを使用しているために切削面が波板状になります。丁度真中あたりにZ軸のバックラッシュが触ると分かるくらいの深さで出ていますが、それなりに切削できました。

次回は上記の図形を等高線で切削してみたいと思います。