亙戞俀侾夞栚丗乫侽俇擭俆寧侾係擔亜
kicad偺PCB僨乕僞偺愗嶍壛岺
侾丏俹俠俛偺愗嶍
僼儔僀僗斦偵倁帤僇僢僩偺僇僢僞傪晅偗傞偲丄愗嶍壛岺偵傛傞俹俠俛乮僾儕儞僩婎斅乯偑嶌惢偱偒傞傛偆偵側傝傑偡丅偨偩偟丄倄幉偺堏摦嫍棧偑侾侽們倣庛側 偺偱丄彫偝偄婎斅 偟偐嶌傟傑偣傫丅僐僱僋僞傗僜働僢僩偺曄姺婎斅偺傛偆側彫偝偄婎斅側傜幚梡揑偵巊偊傞偲巚偄傑偡丅
俀丏僈乕僶僨乕僞偵偮偄偰
婎斅偺僈乕僶僨乕僞偼倰倱係俈俁偲偄偆僼僅乕儅僢僩偱 偡丅偙偺僨乕僞傪俠俶俠僨乕僞曄姺偱偒傟偽丄俠俶俠僼儔僀僗偱婎斅偑愗嶍壛岺偱偒傞傛偆偵側傝傑偡丅偟偐偟丄僈乕僶僨乕僞偼尦乆僼僅 僩僾儘僢僞梡側偺偱懢偝偺偁傞僆僽僕僃僋僩偺拞怱嵗昗偺 忣曬偩偗偟偐帩偭偰偄傑偣傫丅宍忬 偼暿偵傾僷僠儍僨乕僞偲偟偰帩偭偰偄傑 偡丅偮傑傝丄壗乆偺傾僷僠儍偑堦弖業岝乮倖倢倎倱倛乯偟偨傝丄偙傟偙傟偺傾僷僠儍偑僔儍僢僞傪奐偗偰倃倄嵗昗傪堏摦偡傞偲偄偆摦嶌偱僼僀儖儉忋偵僷僞乕儞傪昤偄偰偄偒傑偡丅僨乕僞曄姺偼杮棃側傜捈愙僈乕僶僨乕僞偐傜峴側 偆偺偑嬝側偺偱偡偑丄偗偭偙偆擄偟偄偱偡乮徫乯丅偦偙偱丄埲慜偵傕巊偭偨倎倳倲倧倲倰倎們倕偱椫妔傪拪弌偟偰娙堈揑偵 俹俠俛嶌惢傪偟偰傒傑偡丅帪娫偑偁傟偽丄僈乕僶僨乕僞傪捈愙俠俶俠僨乕僞 偵偡傞僾儘僌儔儉傪嶌偭偰傒偨偄偱偡丅
俁丏倠倝們倎倓偵偮偄偰
崱夞巊偭偨倠倝們倎倓偱偡偑丄俥倰倕倕俛俽俢偺 倫倧倰倲倱/倫倎們倠倎倗倕倱偵偁傝丄椙偔偱偒偰偄傑偡丅夞楬恾擖椡丄晹昳嶌惢丄傾乕僩儚乕僋丄僈乕僶價儏乕儚丄俁俢價儏乕儚偱峔惉偝傟偰偄傑偡丅
係丏僨乕僞偺棳傟
丂丂丒倠倝們倎倓偱傾乕僩儚乕僋嶌惢
丂丂丒倫倱宍幃偱傾乕僩儚乕僋僨乕僞傪僙乕僽
丂丂丒倫倱倲倧倫値倣偱倫値倣宍幃偵曄姺
丂丂丒倎倳倲倧倲倰倎們倕偱倫値倣傪倓倶倖宍幃偵曄姺乮椫妔拪弌乯
丂丂丒倯們倎倓偵偰悺朄崌傢偣偲廋惓傪峴側偄丄倓倶倖偱僙乕僽
丂丂丒倓倶倖俀倸們倎倣偱俠俶俠僨乕僞偵曄姺
丂偲偄偆棳傟偵側傝傑偡丅
俆丏倫倱宍幃偱僨乕僞傪僙乕僽
倠倝們倎倓偱偼倓倕倣倧倱偵僒儞僾儖偺僨乕僞偑擖偭偰偄傑偡偺偱丄庢傝偁偊偢弌棃偁偑偭偰偄傞傾乕僩儚乕僋僨乕僞傪巊偄傑偡丅乭倱倧値倓倕丂倶倝倢倝値倶乭 偲偄偆僓僀儕儞僋僗偺僟僂儞儘乕僪働乕僽儖偺傾乕僩儚乕僋椺偑偁傝傑偟偨丅僴儞僟柺偺傒昞帵偟偨傠偙傠偱偡丅
倫倢倧倲儃僞儞傪墴偟偰丄僴儞僟柺乮俠倧倫倫倕倰柺乯偺 傒傪俁攞悺偱倫倱宍幃偱倫倢倧倲偟傑偡丅
偪傖傫偲倫倱宍幃偱弌椡偝傟偨偐倗倛倧倱倲倱們倰倝倫倲偱妋擣偟傑偡丅俋侽搙嵍偵夞揮偟偰偄傑偡丅
丂% gs -g600x900 sonde-Copper.ps
俇丏倫倱宍幃傪 倎倳倲倧倲倰倎們倕偑撉傔傞倫値倣宍幃偵曄姺
丂夋憸曄姺僾儘僌儔儉孮偺値倕倲倫倐倣偵娷傑傟傞倫倱倲倧倫値倣傪 巊偭偰倫値倣宍幃偵曄姺偟傑偡丅
% pstopnm sonde-Copper.ps
丂偲偡傞偲sonde-Copper001.ppm偲偄 偆僼傽僀儖偵曄姺偱偒傑偡丅
丂倫倱倲倧倫値倣丂倝値倖倝倢倕丂> 倧倳倲倖倝倢倕 丂偲偄偆僐儅儞僪偱偼側偄偺偱梫拲堄偱偡丅偙偺倫倫倣偲偄偆僼傽僀儖偼倶倴側偳偺夋憸僣乕儖偱撉傔傑偡偺偱妋擣偟偰偍偒傑偡丅
俈丏ppm宍幃傪 倎倳倲倧倲倧倰倎們倕偱倓倶倖宍幃偵曄姺
% autotrace -input-format PPM -output-format DXF sonde-Copper001.ppm > test.dxf
偲偡傞偲 椫妔偑儀僋僞偵曄姺偝傟偨倓倶倖僼傽僀儖偑惗惉偝傟傑偡丅憗懍倯們倎倓偱撉傫偱傒傑偡丅偙傫側姶 偠偱偡丅側傫偐傊傠傊傠偱偡乮徫乯丅僐僱僋僞 偺晹暘偵傒敳悎偟傑偟偨丅

丂倎倳倲倧倲倰倎們倕偵偼懡悢偺僗僀僢僠偲僷儔儊乕僞偑巜掕偱偒傑偡丅倣倎値傪撉傫偱傕丄椙偔敾傜側偄偺偱偡 偑丄怓乆偲帋偟偰傒偨寢壥丄埲壓偺亅們倧倰値倕倰亅 倱倳倰倰倧倳値倓偲偄偆僗僀僢僠偱惍悢偺僷儔儊乕僞傪侾傗侽偵偡傞偲乮僨僼僅儖僩偼係乯儔僗僞僨乕僞偑傎傏偦偺傑傑儀僋僞偵曄姺偝傟傞傛偆偱偡丅
% autotrace -corner-surround 1 -input-format PPM -output-format DXF sonde-Copper001.ppm > test-cs1.dxf
偙傫側 姶偠偱偡丅儔僗僞僨乕僞偺僕儍僊傑偱拤幚偵儀僋 僩儖偵側偭偰傞傛偆偱偡丅偪傚偭偲偓偞偓偞夁偓側偺偱亅們倧倰値倕倰 亅倱倳倰倰倧倳値倓傪俀傗俁偵偟偰傒傑偟偨偑丄側偤偐僨僼僅儖僩偺係偲摨條側偭偰偟傑偄傑偟偨丅偲傝偁偊偢偙偺僨乕僞傪巊偭偰傒傑偡丅倯們倎倓偵撉傒崬傫偩屻丄悺朄傪幚悺偵栠偟傑偡丅婛抦偺嫍棧乮椺偊偽俢亅倱倳倐僐僱僋僞偺娫妘乯傪倯們倎倓撪偱應傝丄偦傟傪倯們倎倓偺倱們倎倢倕婡擻傪巊偭偰幚悺偺挿偝偵曄姺偟傑偡丅
俉丏倓倶倖宍幃傪撈帺 俠俶俠僨乕僞偵曄姺
忋婰偺戝 偒偝傪廋惓偟偨僨乕僞偵尨揰偲愗嶍岤傪捛壛偟偰僙乕僽偟俠俶俠僨乕僞偵曄姺偟傑偡丅
% dxf2zcam test-cs1
丂偲偟傑偡丅曄姺偡傞偲俠俶俠僨乕僞偲倗値倳倫倢倧倲梡偺倫倢倧倲 僨乕僞偑惗惉偝傟傞偼偢側偺偱偡偑拞恎偼嬻偱偟偨丅倓倶倖僼傽僀儖撪傪挷傋傞 偲丄俴倂POLYLINE偲 偄偆僄儞僥僥傿偑巊傢傟偰偄傞偲偄偆偙偲偑敾傝傑偟偨丅倯們倎倓撪偱偼僼儕乕僴儞僪偱慄傪昤偄偨偲偒偵巊傢傟傞僄儞僥傿僥傿偱偡丅尰忬偺曄姺僾儘僌儔儉偱偼懳墳偟偰偄側偄僄儞僥傿僥傿偱偟偨丅埲壓偵敳悎傪帵偟傑偡丅椢偱拲庍傪擖傟偰偍偒傑偡丅
ENTITIS
0
LWPOLYLINE < -僄儞僥傿僥傿偺奐巒
5
45
8 < -儗僀儎巜掕
DEF_100
62 < -怓巜掕
7
370
0
6丂丂 < -慄庬
CONTINUOUS
100
AcDbEntity
100
AcDbPolyline
90 < -揰偺悢
5
70 < -僼儔僌
0
10 < -倃嵗昗丂侾屄栚
129.9010600000000011
20 < -倄嵗昗丂侾屄栚
251.6105200000000082
10 < -倃嵗昗丂俀屄栚
129.9010600000000011
20 < -倄嵗昗丂俀屄栚
丂丂丒
丂丂丒
丂丂丒
丂偲偄偆傛偆側姶偠偱丄揰偺憤悢偑巜掕偝傟丄偦偺屻倃丄倄嵗昗偑楍嫇偝傟偰偄傞僼僅乕儅僢僩偱偡丅偦偺懠丄慄偺懏惈偼偦偺懠偺傕偺偲曄傢傝側偄傛偆偱偡丅偙偺僼僅乕儅僢僩偱偁傟偽娙扨偵俴俬俶俤偺僄儞僥傿僥傿偵曄姺偱偒偦偆偱偡丅俴俬俶俤偼倃丄倄嵗昗偑侾慻偵側偭偰侾杮偺捈慄傪昞偟偰偄傑偡丅偦偙偱丄埲壓偺條偵俴倂俹俷俴倄俴俬俶俤傪 捠忢偺俴俬俶俤傊曄姺偟傑偡丅
丂俴倂俹俷俴倄俴俬俶俤 俴俬俶俤
丂侾屄栚偺倃丄倄嵗昗丂丂丂巒揰
乥
丂俀屄栚偺倃丄倄嵗昗丂丂丂廔揰丂巒揰
丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂乥
丂俁屄栚偺倃丄倄嵗昗丂丂丂丂丂丂廔揰丂巒揰
丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂乥
丂係屄栚偺倃丄倄嵗昗丂丂丂丂丂丂丂丂丂廔揰丂巒揰
丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂乥
丂俆屄栚偺倃丄倄嵗昗丂丂丂丂丂丂丂丂丂丂丂丂廔揰丂巒揰
丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂乥乥
丂俇屄栚偺倃丄倄嵗昗丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂廔揰
壓偼忋偺張棟傪怴偟偔擖傟偰曄姺偟偨倗値倳倫倢倧倲偺 恾偱偡丅惓忢偵曄姺偱偒偰偄傞傛偆偱偡丅俇俆俀侾杮偺捈 慄偵曄姺偝傟傑偟偨丅偓偞偓偞側偺偱僨乕 僞偺悢偼偩偄傇懡偔側偭偰偄傞偲巚偄傑偡丅
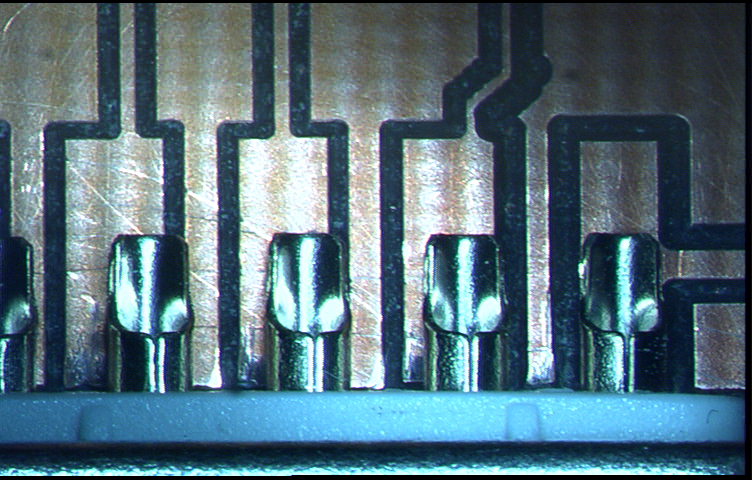
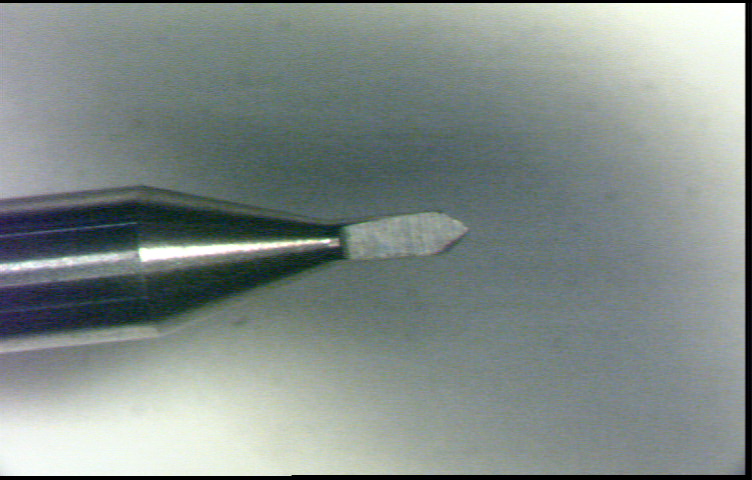
曄姺屻丄幚嵺偵婎斅傪愗嶍偟偰傒傑偡丅侾丏俇倣倣岤偺椉柺婎斅傪 僼儔僀僗偵屌掕偟偰丄倁帤僇僢僩梡偺僇僢僞偱 愗嶍偟傑偡丅偙偺僇僢僞偼埲慜偵傾僋 儕儖傗傾儖儈側偳偵巊偭偨傕偺偲摨偠暔傪巊偄傑偟偨丅恾柺忋偱偼愗嶍岤傪侾丏侽倣倣偲偟丄僇僢僞傪婎斅昞柺偐傜侽丏俆倣倣晜偐偣偰愗嶍傪奐巒偟傑偡丅侽丏 俆倣倣偱愗嶍偡傞偲愗嶍暆偑懢偄偺偱搑拞丄倅幉傪庤摦偱壓偘偰偄偒丄挌搙椙偝偦偆側偲偙傠偱屌掕偟傑偟偨丅幨恀偺嵍偑愗嶍弶傔偱丄愗嶍岤偑怺偔側偭偰偄傑 偡丅崱夞偼弶夞僥僗僩側偺偱丄俢亅倱倳倐俋僺儞偺僐僱僋僞偺僷僢僪偺愗嶍偑廔偭偨 偲偙傠偱拞抐偟傑偟偨丅
{kind=link}

僐僱僋僞傪擖傟傞偨傔偵抂偺梋暘側晹暘傪愗傝庢傝傑偡丅僐僱僋僞梡偺僷僢僪偑偢傟偰偄傑偟偨乮徫乯丅

嶌惢偟偨婎斅傪夛幮偵帩偭偰偒偰丄尠旝嬀偱娤嶡偟偰傒傑 偟偨丅偓偞偓偞傑偱嵞尰偝傟偰偄傑偡丅挷惍屻偺愗嶍暆偼戝懱侽丏俀俁倣倣掱搙偵側偭偰偄傑偟偨丅僷僢僪偼嶍暆偲摨偠悺朄偩偗彫偝偔側傞傢偗偱偡偐傜侽丏俉倣倣偺寠奐偗偼擄偟偦偆偱偡丅愗嶍岤傪傕偭偲敄偔偡傞偐丄僼僢僩僷僞乕儞傪曄偊偰丄僷僢僪傪戝偒偔偡傞昁梫偑偁傝傑偡丅
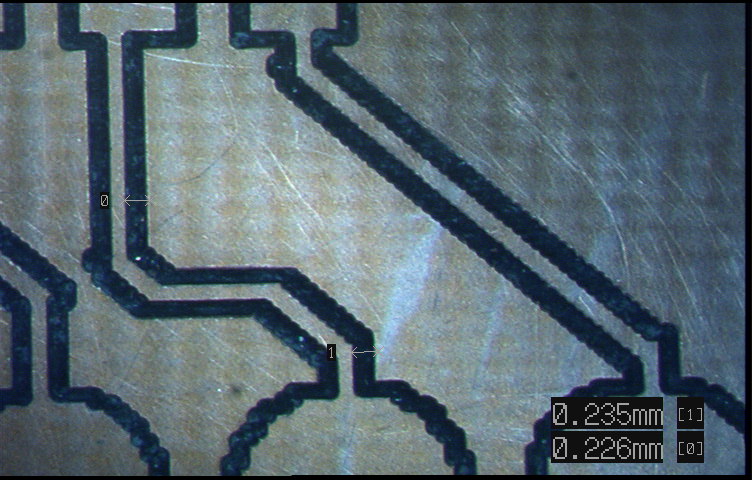
俋僺儞偺俢亅倱倳倐僐僱僋僞梡偺僷僢僪偱偡偑丄弅彫棪傪堘偊傑 偟偨丅僺儞娫偑俀丏俈俇倣倣偺昁梫偑偁傝傑偡偑丄俀丏俋俉倣倣偵側偭偰偄傑偟偨丅僷僢僪偺椉墢傪應偭偰偦傟傪婎弨偵弅彫偟偰偟傑偄傑偟偨丅僷僢僪偺僙儞僞娫偱應傞昁梫偑偁傝傑偡丅師夞偼弅彫棪傪廋惓偟偰丄偓傝偓傝傑偱愗嶍岤傪敄偔偟偰丄嵟屻傑偱愗嶍偡傞梊掕偱偡丅