削り出しカーボン11/29号
削り出しカーボン11/29号
その11:
ユーザ車検
ベルトプーリ用SST
ラジアルマスタ
2023年
4月15日
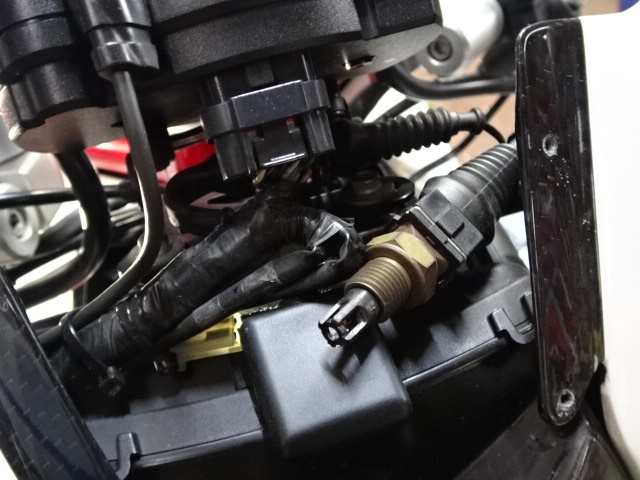
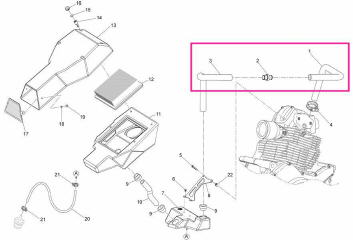
排ガスのHCが高いのでサブコン(MemJet)を確認します。メータパネル下の配線のタイラップを一度切って、サブコンのコントローラ配線を追います。メータパネルの前に吸気温度センサが設置されていました。


サブコンを車体の吸気温度センサケーブルから外して単独にして、抵抗値を測ります。

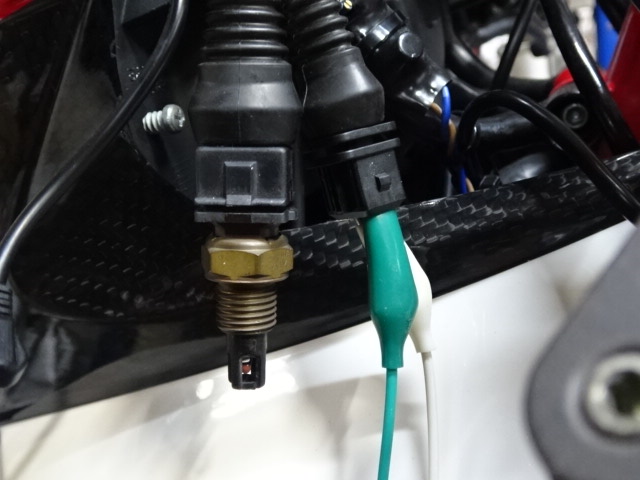
温度15℃で、単体での吸気温度センサの値は約3.5Kオームです。センサをサブコンに接続して、コントローラのつまみを左に回し切ると、抵抗値は約3.5Kオームでサブコンがキャンセルされています。


右に最大回すと、約14Kオームに上がりました。これは温度が低くなった時に相当し、燃調は濃くなります。サブコンの動作は問題無さそうです。念のため、車体側のケーブ
ルには直接、吸気温度センサを接続してサブコンはキャンセルしておきました。

オイルを入れ直して、5分ほどエンジンをかけてオイルが漏れていないことを確認しました。仮ナンバが期限切れのため、来週、再度試走します。

4月16日
電動自転車で伊勢崎に運動不足解消をしていると、ライコランドがあったので寄ってみました。

店内にロトボックスのホイールが飾ってありました。リム部は綾織カーボン、スポーク部はチョップドです。早く付けたいです(笑)。


4月17日
役所で再度、仮ナンバを借りて試走します。

試走後に念のため、13mmー>12mm変換スリーブを確認します。オイル漏れていません。


テスター屋さんで排ガス検査をします。アイドリングを調整可能にしましたが、アイドリングに伴って、HCも高くなる感じで不合格です。

ebayで購入の3色反射板が到着しました。今回はカーボン板でベースを作り、ネジ止めできるようにしました。


4月19日
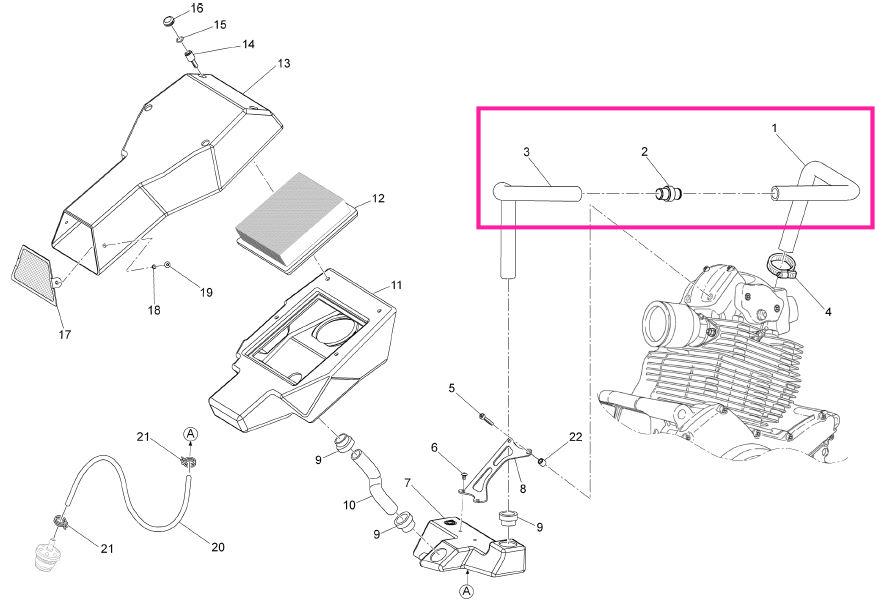
ブローバイをエアクリーナに戻さないと排ガスが減るという情報があり、タンクの左側にジョイント(2番)があり、ブローバイをキャンセルして再度テスター屋さんに行きました。

少し低くなるものの、やはり不合格です。残念ですが、今回は民間に持ち込むことにしました。

4月21日
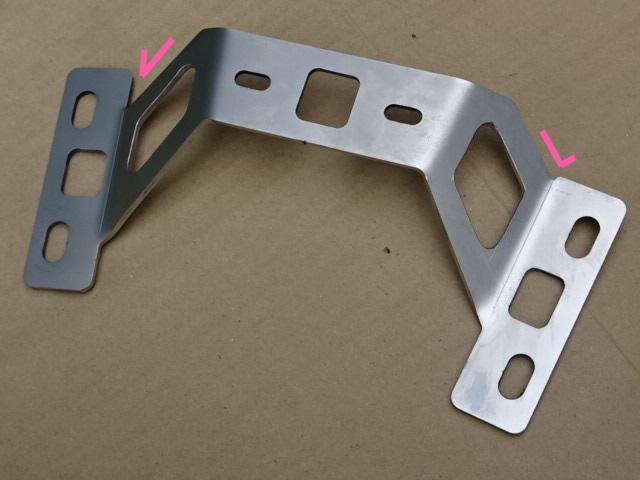
ZARDサイレンサのステンレス製のステーの軽量穴開け加工の続きです。菱型の部分はCNCフライスで穴開け加工する予定でしたが、左右の形が線対称じゃないことが判明。図面を2つ作るのも面倒なので、テーブルの上で4回固定し直して穴開けした後、エアリュータで仕上げました。


ステーの軽量穴開け加工が完了しました。赤のラインが左右で違う形です。菱型の形も違いました。

4月23日
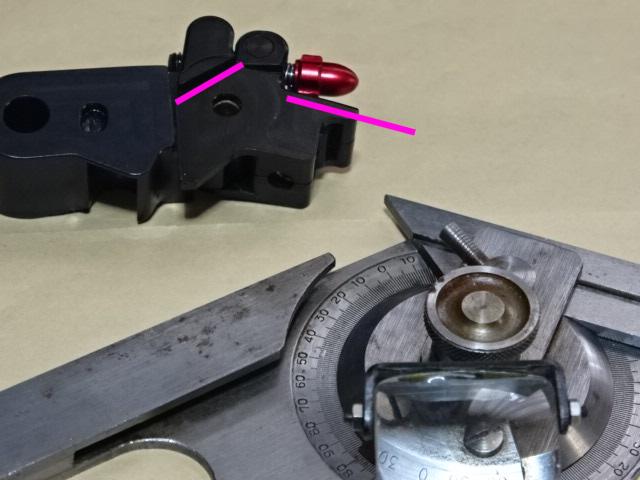
ブレンボのラジアルブレーキマスタ用のカーボンレバー接続アダプタを作製します。角度を測るのは難しいです。
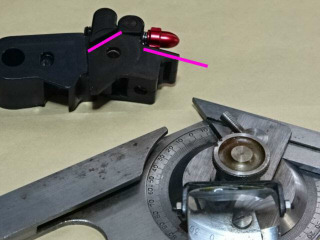
図面を作成しましたが、何回か試作しないと難しそうです。
4月26日
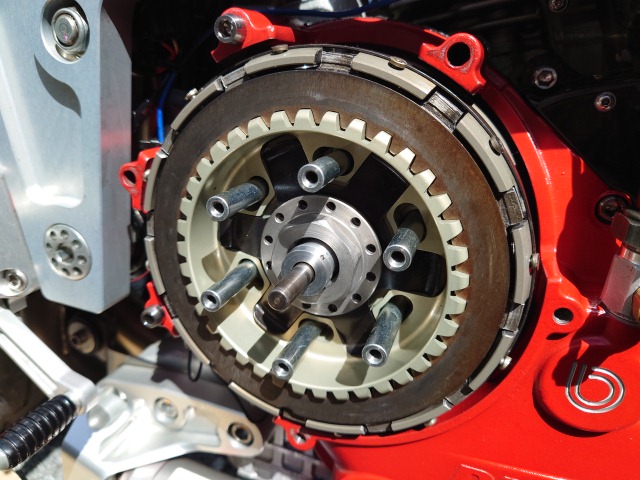
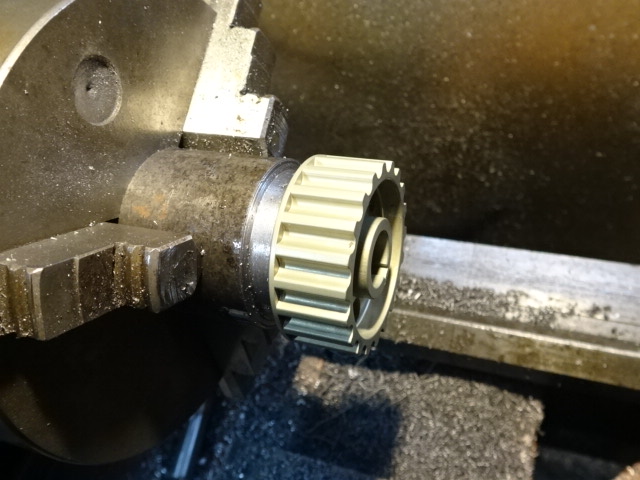
以前に購入したアルミ製ベルトプーリですが、手持ちのナット回しとプーリ回り止めは4バルブの851用なので、ナット回しは同じ寸法で使えますが、回り止めの方はサイズが異なり使えません。左が851の鉄プーリで右がテージのDSエンジンの駆動側のプーリ(20歯)です。

ebayで2バルブ用の駆動側とカム側のSSTが買えます。こちらは駆動側。

こちらがカム側です。カム側は外側から押さえるようになっています。

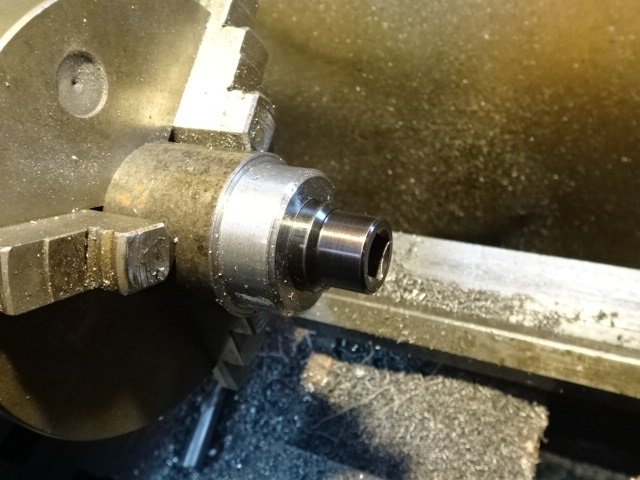
クラッチの乾式化で作ったスペシャルナットの余り部材のS45C丸棒から駆動側のプーリ回り止めを作製します。外と内側を切削します。

外径をプーリの内側に合うように、内径はナット回しが入るようにしました。


プーリ回り止めのリング部が完成しました。この後、ピンを4本立てて、ハンドル部を溶接する必要があります。

4月29日
行きつけのショップに排ガステスタがあるので、マルチ点火ユニットを無効化してHCを測定しました。HCは変化せず。

続いて、触媒の機能を確認します。ZARDと純正サイレンサでHCを測りました。純正の方がHCは低くなります。

燃圧を確認します。タンクを持ち上げて、燃圧計を入れて測定します。約0.3Mパスカルで正常でした。


ガレージにあったHC/CO排ガス計をショップに持ってきました。動作すれば簡易校正しようと思ったのですが、ポンプは動くもののメータ不動でした。10年位前まで動いていたのですが(泣)。

5月3日
カムシャフト側のプーリの回り止めを作製します。ebayで送料込みだと1万円を超えます。DIYで作製してみます。

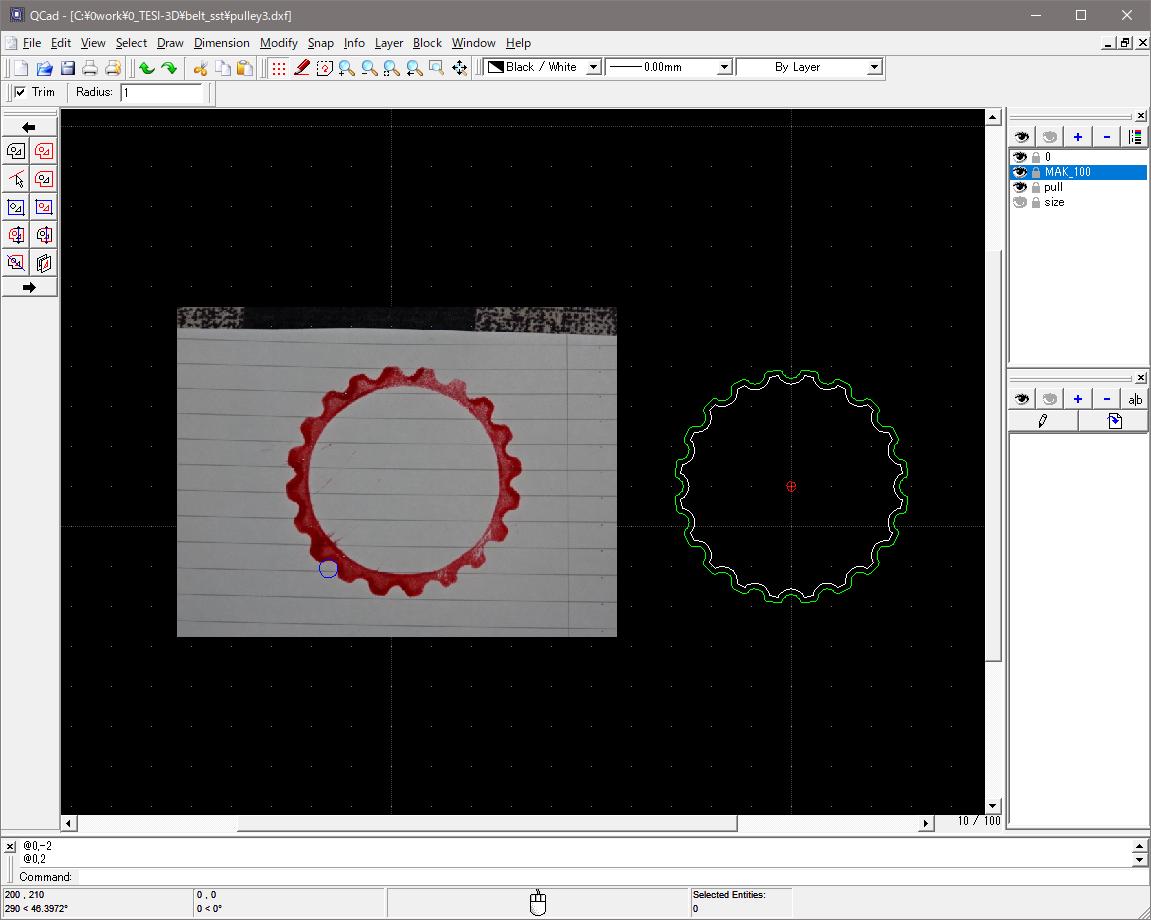
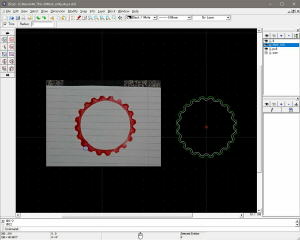
プーリに朱肉を塗って、デジカメで撮影してqcadに取り込み、スケールを変換して、歯型を作成します。

5月4日
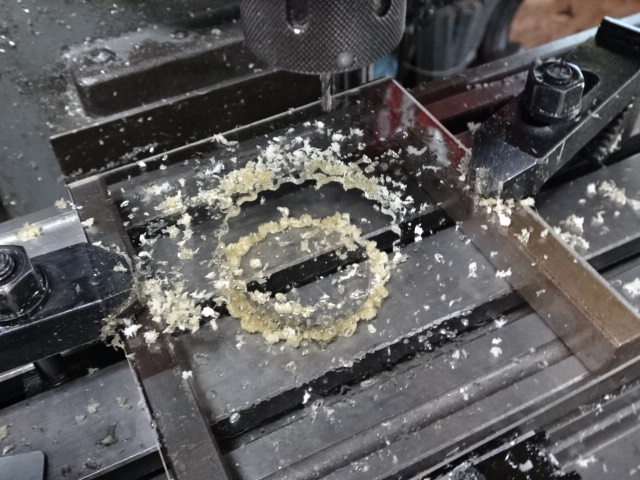
2mm厚のアクリル板に3mmのエンドミルで試し切りしました。少し小さかったです。


図面を0.4mmほど広げて、再度切削します。今度は入りました。本番はジュラルミンですが、外側の形は車体が無いと分からないので、テージが戻ってきてから作製します。

5月9日
アルミプーリに交換した後のタイミングベルトのテンション調整ですが、昔はカンやテンショナに6mmのボルトを挟んでテンションをかけてボルトを外すなどでやってました。ほんとはSSTがあって、それを使うのが本来のやり方です。最近はカム側プーリが長穴になってタイミングの微調整ができるようになりました。ベルトを弾いた時の周波数が指定されています。テージの場合は140Hzです。スマホのFFTツールと外部マイクで測定できます。本体が無いので割りばしを弾いてみました。減衰音なのでちょっと難しいです。周波数マーカを使うと測定しやすいです。上の動画ではマーカは141Hzにしています。クリックすると約7Mバイトの動画をダウンロードします。

アプリはSpectroidを使用しました。外部マイクを刺すと自動的に外部に切り替わります。

4バルブの851の時代のこんなSSTが指定されていました。

ホイール交換のため三鷹から川崎のショップへ移動させたいのですが、双方のお店が開いている日は天気が良くないです(無)。

5月12日
天気が良さそうなので、ホイール交換のため、三鷹のショップから川崎のショップにテージを移動します。最寄りのみなみ寄居から8時21分発で武蔵線を経由して東小金井まで移動しました。徒歩でショップに向かいます。


三鷹のショップでアイドルスクリューの点検とカーボンブレーキレバーの取り外しを行いました。アイドルスクリューは左側が2回転と1/4。右側が3/4回転開いていました。少し汚れていたのでパーツクリーナで洗浄しました。カーボンブレーキレバーは持って帰りラジアルマスタとの接続アダプタを作製します。

多摩川沿いを走り、50分ほどで川崎のショップに到着しました。ホイール交換と燃調が濃い件のチェックを依頼しました。

ショップから徒歩で宮崎台に行き渋谷、池袋経由でみなみ寄居に到着したのが18時13分頃でした。

5月13日
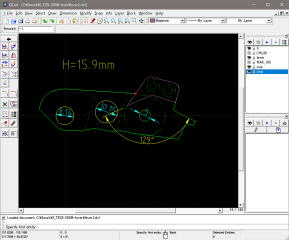
カーボンブレーキレバーを取り外してきたので、ラジアルマスタのアダプタの作製を開始します。下は以前に作成した図面です。
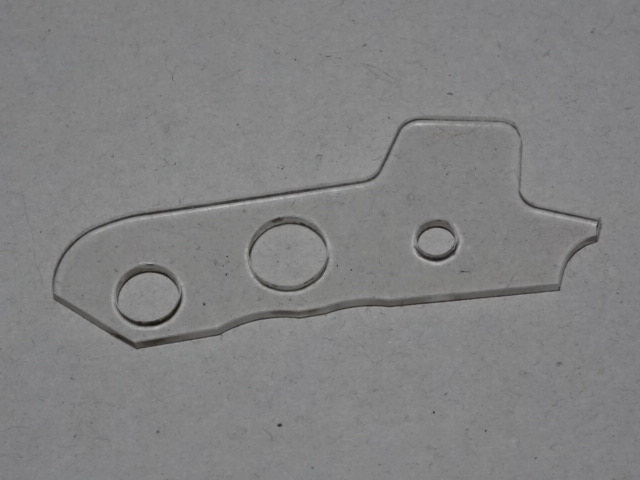
CNCフライスで2mm厚のアクリル板で試し切りをします。穴開けはボール盤で行いました。左から8、10、5mmです。


昨日ショップで取り外してきたカーボンブレーキレバーです。

試し切りのアクリルのアダプタを介してカーボン部をラジアルマスタと接続してみます。微調整が必要ですが、大体良いよです。実物は15.9mm厚のジュラルミンで作製します。