XYZテーブルを3Dプリンタに改造する
第4回目
昔、もらったCNC-XYZテーブルを3Dプリンタに
改造していきます。
2014年
7月26日
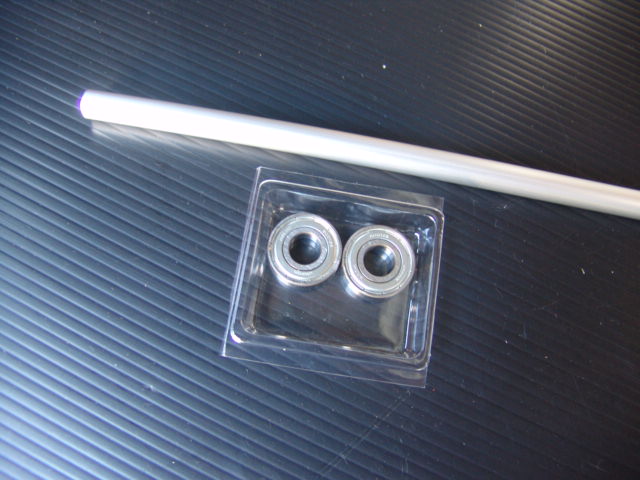
フィラメントの
リールホルダ
の部品です。ベアリングとアルミ丸パイプ。近所のホームセンタで購入。
千石電商の通販で購入した
ワンショットHC123
と
コンデンサ
、10ピンの
圧接コネクタ
。右は
ユニバーサル基板
の切れ端。
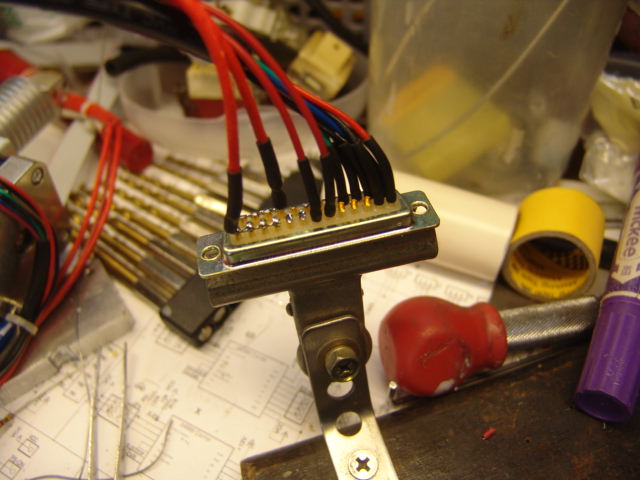
Extruder
の
配線
をまとめてD−SUB25ピンに
ハンダ付け
します。ヒータ配線は4個端子を使いました。
片側の
ヒータ以外の配線はヤフオクで購入した
AWG26
の
カラー線材
を使い
制御基板の
筐体
まで配線するため、
長め
にしておきます。
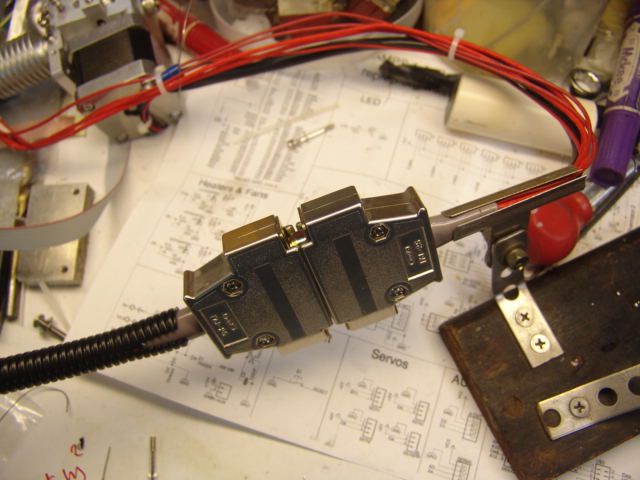
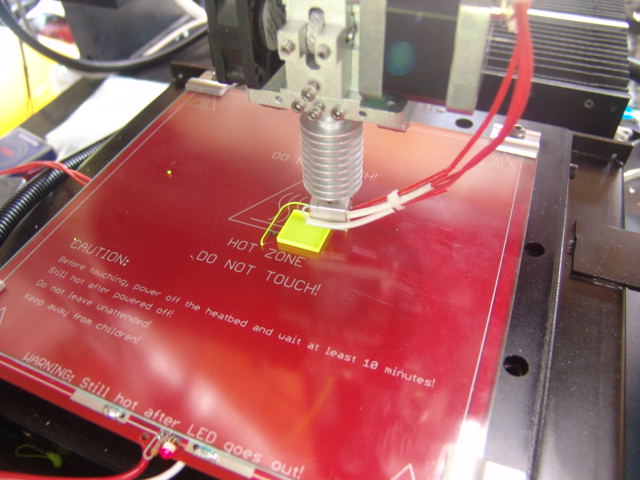
配線の終わった
Extruder
を
Z軸に
仮止めします。右は一番上げた状態で配線は
弛ませ
ます。X軸移動分はケーブル・ベアを通してます。
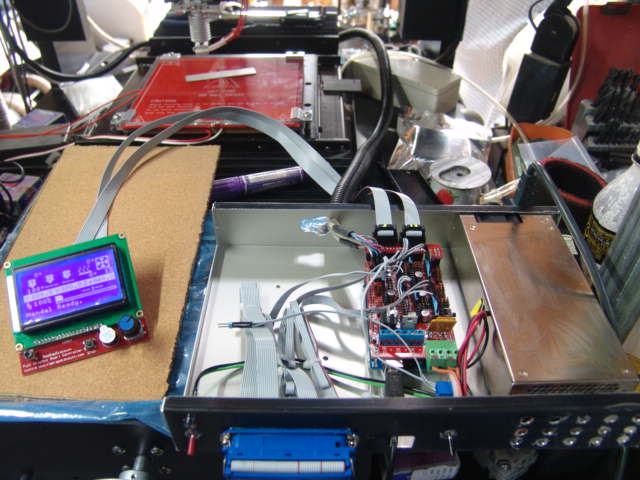
アルミの筐体は前面に電源用の
空気取り入れ穴
を追加で開けて、制御基板と電源を固定しました。
LCD/SDカード
の接続ケーブルは通販で購入した圧接コネクタで約2倍に
延長
しました。延長後、SDカードを入れてファイル名が表示されることを確認しました。
7月27日
ヤフーショップで購入した交換Extruderギアの直径は
10.65mm
とのことで、
1mmあたりのステップ数は
200*8/10.65*3.14=
47.85
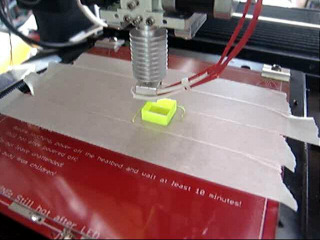
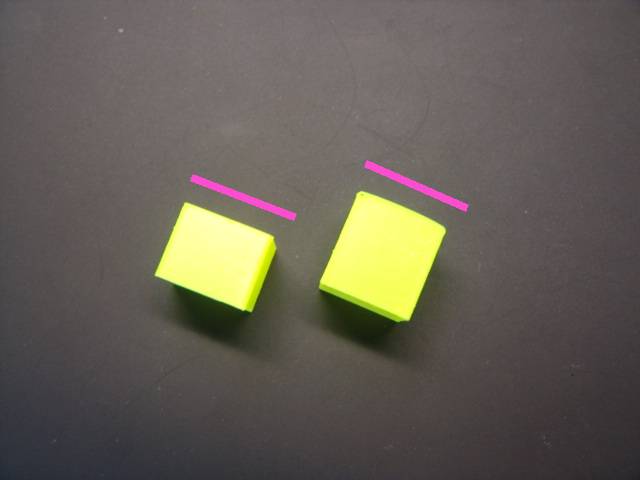
に設定しました。8はマイクロステップ分周数。一通り準備が整ったので
PCとUSBで繋いで
20x20mmの
直方体
を
印刷
してみます。壁の厚みを測定するために、
中身
(インフィル)は
無し
です。ホットエンドは
230℃
、ヒートベッドの加熱は無し。
代わりに
マスキンテープ
を貼ります。左写真をクリックすると
動画
を再生します。右は上部の印刷が始まった直後に止めたところ。
一応、印刷はできますが、
printrunのウインドにUSBの
チェックサムエラー
の表示が出ます。多分、stepper.cppに
ソフトウェアタイマ
を入れているからでしょう。USB−UARTのデータを
取りこぼし
ているのだと思われます。
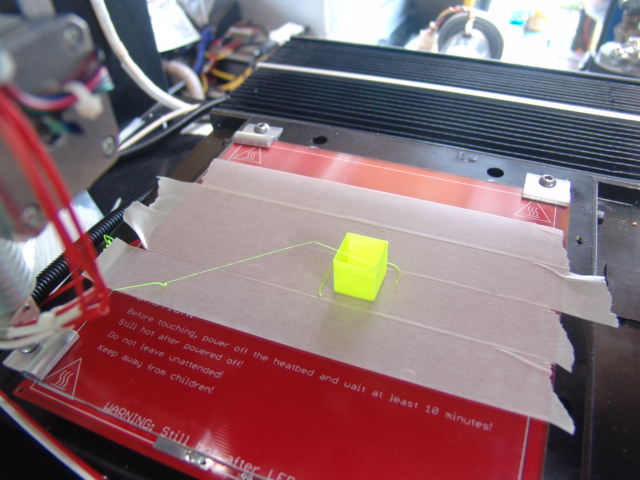
やはり
、ヒートベッドで加熱しないと、反りが出るようなので、今度は
ヒートベッド
を
100℃
に加熱して再度印刷。マスキンがベタベタになりそうなので、
ヘアスプレー
を使用しました。ケープの
スーパーハード
がお勧めのようですが
ナチュラル&キープ
しか入手できませんでした(笑)。
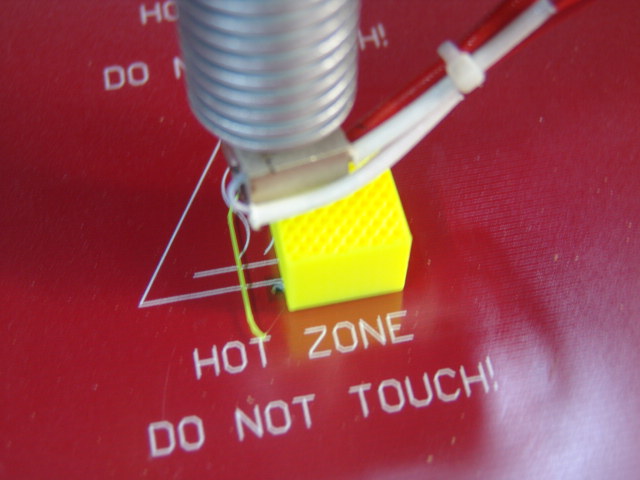
左が
ヒートベッド
を加熱して途中で止めたもの。右がヒートベッド
加熱無し
。明らかに
反り
が
無くなって
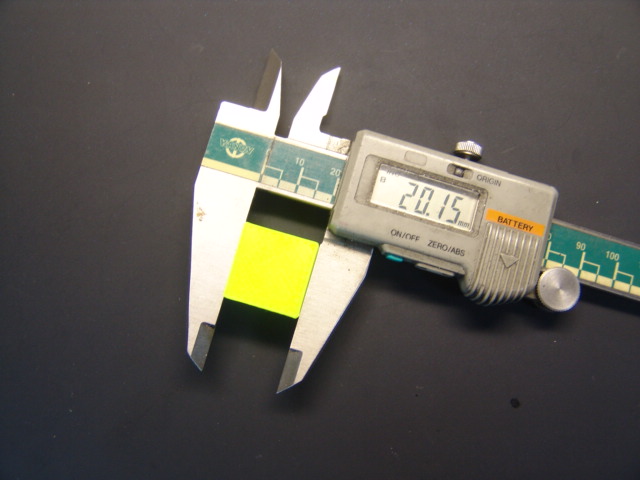
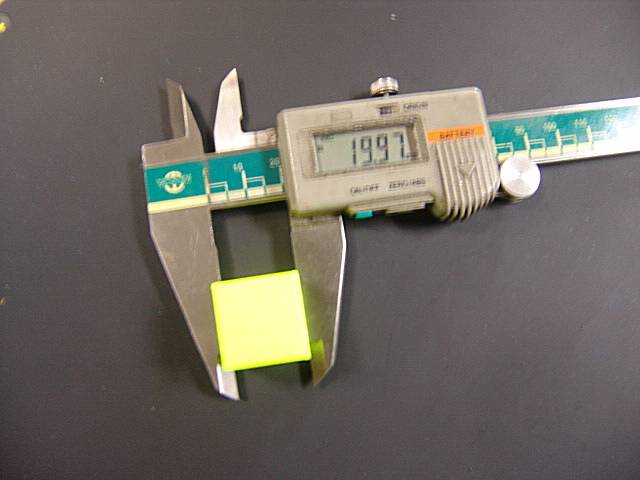
います。ちなみに寸法は
20.15mm
で図面より、少し大きいです。壁の厚みは約
0.54mm
でした。壁の部分は脆いので、もう少し吐出量を多くするが、ホットエンドの温度を上げた方が良さそうです。
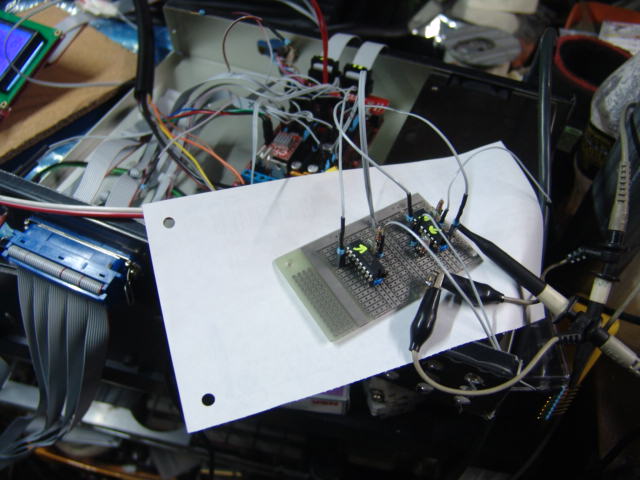
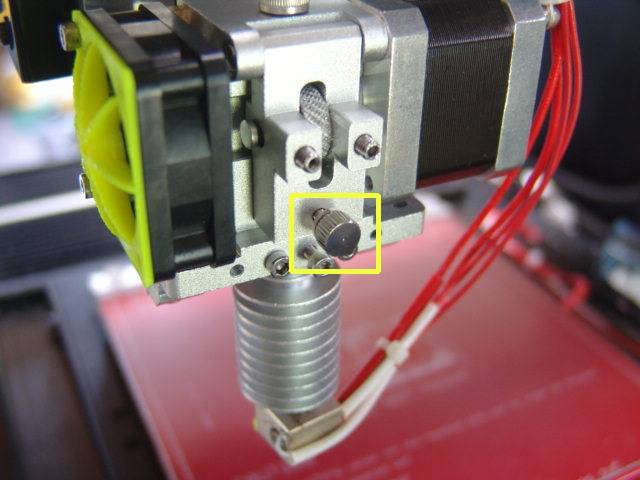
千石の通販で買った
HC123
で制御基板から出力される
STEP信号
の幅を広くします。ファームを元に戻して、テスト印刷しましたが、
モータが
正常
に動いて、USB−UART
のチェックサムエラーも
無く
なりました。次回、筐体に組み込みます。
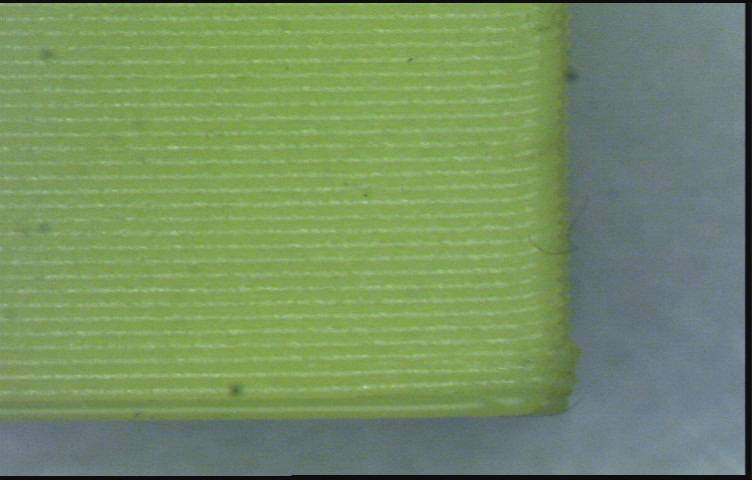
7月29日
ヒートベッド加熱の方を顕微鏡カメラで拡大してみました。積層幅は0.3mmです。
側面
です。
底面
です。底の積層数は3です。
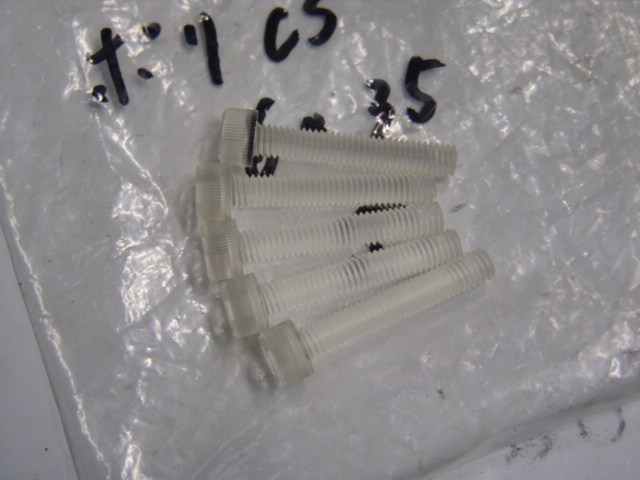
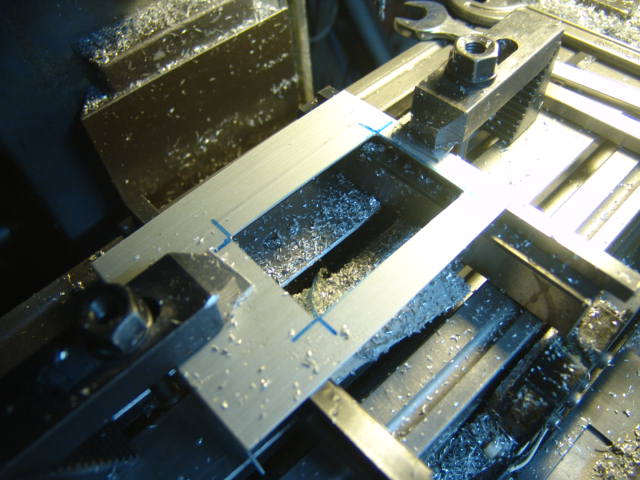
8月2日
モノタロウから
ポリカーボネイト
の6mmのボルトが届きました。早速、旋盤で低頭にして、全長も短く調整しました。
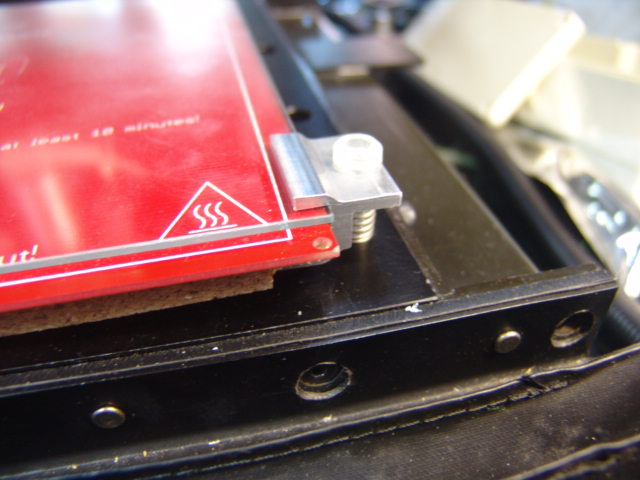
ステンレスのボルトと
交換
しました。
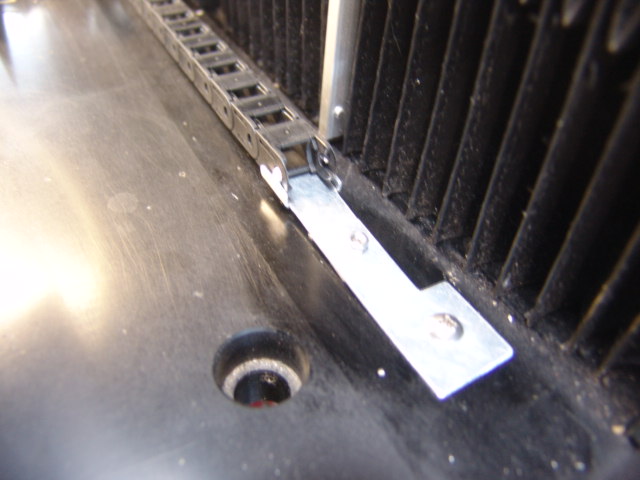
ヒートベッドのヒータとサーミスタの配線用に
コードベア
を追加します。両端の固定金具が無かったので1mm厚の
アルミ板
から作成しました。
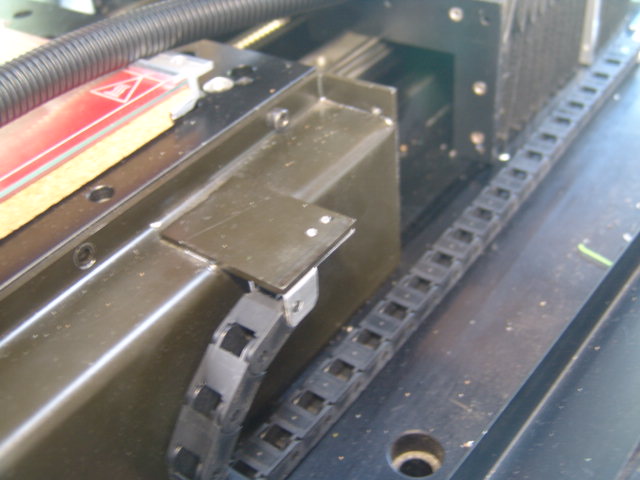
サーミスタの
取り出し方向
を右側に
変更
して、
ヒータと一緒にコードベアに配線を通して
固定
しました。
先週、作製したHC123の
タイミング調整基板
を筐体内に
固定
し、上記のヒートベッドの配線の他、Extruderとリミットスイッチの配線も
一式接続
。
8月3日
スライサで
加速度
と
移動速度
を設定して、
20x20mmの直方体をテスト印刷。XYZ軸の
移動速度
と
加速度
の良さそうな値を見つけます。移動速度=20mm/Sec、加速度=200mm/Sec2でとりあえず決定。以前の実験で加速度を設定しない(無限大)と
350mm/min
(6mm/Sec)くらいで限界でしが、加速度を調整すると
1200mm/min
まで移動速度を上げることができます。
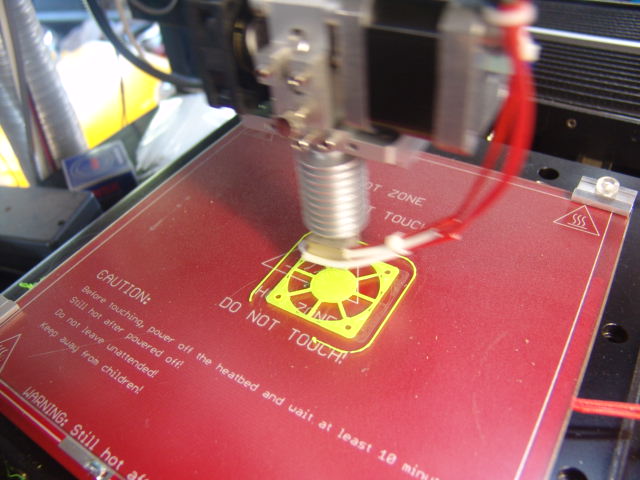
上記の
加速度
と
移動速度
の設定で
40x40mmの
ファンガード
を作製してみました。左は底層が終了したところ、右は完成したところ。
下をクリックすると
動画
を再生します。mpgなのでスマートフォンはmpgが再生できるビューアが必要です。
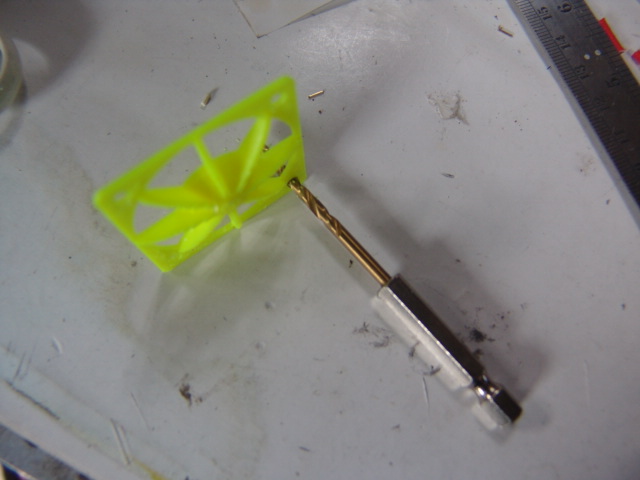
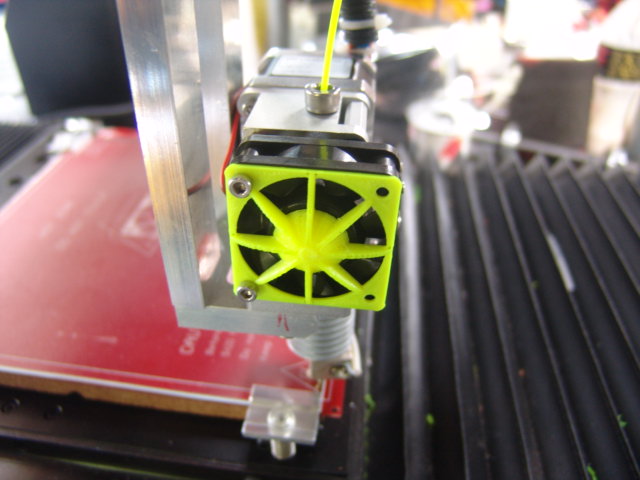
50x50mm用のSTLを単純に
80%
に縮小したので、ネジ穴が小さいです。
3mm
のドリルで大きくしました。早速、取り付け(笑)。サイズもぴったりです。
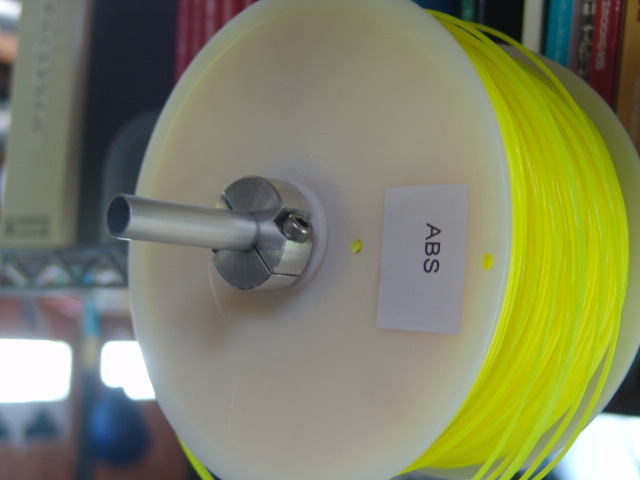
フィラメントの
リールホルダ
を作製します。余っていた
テフロン
の切れ端を旋盤で加工します。
2個完成したところで、外形28mm、内径12mmの
ベアリング
をセットします。プリンタの上にワイヤラックの
本棚
があるので、そこに12mmのアルミパイプを通してみます。位置は丁度良さそう。
リールの
ストッパ
は昔、バーキン(車)のフロント足回り用で作って使わなくなった
ストッパ
をちょっと修正して使用。ベアリングが
軽く
回り過ぎて、引っ張られると、ほどけ過ぎです。少し
摩擦
させた方が良さそう。
フィラメントの交換に便利なように、ホームセンタで
ローレット
の3mm
ネジ
を購入してきました。
フィラメントの
リールホルダ
がちゃんと機能するか耐久テストです。20x20の直方体の中を
ハニカム
で充填したものを作ってみます。
上面まくると
ハニカムが
見えなくなるので
が見えているうちに撮影(笑)。
約1時間
で完成しました。
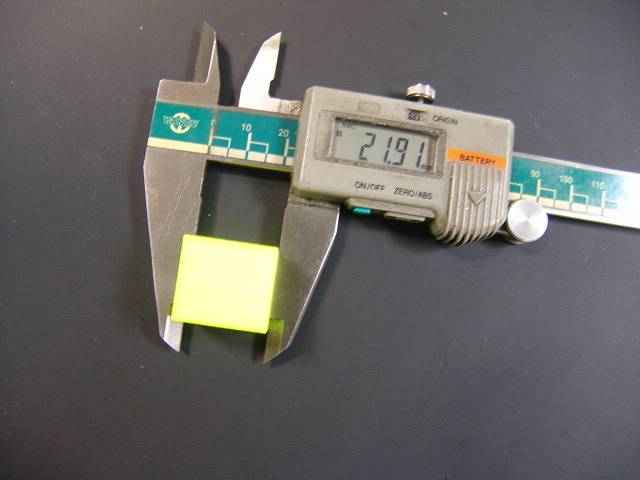
移動速度と加速度を
変更
しているので、再度、
寸法
を測ってみます。X−Y方向は大体
20mm
。
高さ方向がやけに
長い
。良く調べたら、元データの高さが
22mm
でした(笑)。慣れてない
RSコンポーネンツ
の3Dツールで作った時に間違えたみたいです。機械側の問題じゃなくて良かった。
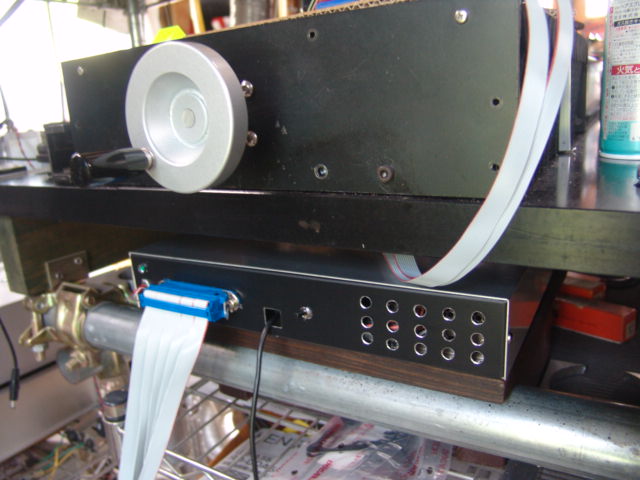
制御基板の筐体の
台
を木で作製しました。筐体を台に載せて、テーブルの下に
設置
しました。
SDカードで
スタンドアロン
で印刷してみます。ちゃんと印刷できましたが、最後に
リセット
と
起動
を繰り返します。どうやら
ATX電源
を切る動作を繰り返しているようです。そういえばRAMPS上にPS_ONという端子がありました。これを使うと12Vが落ちるようです。
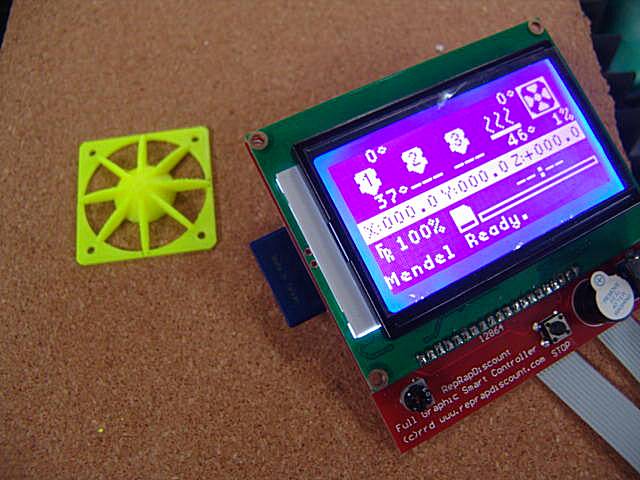
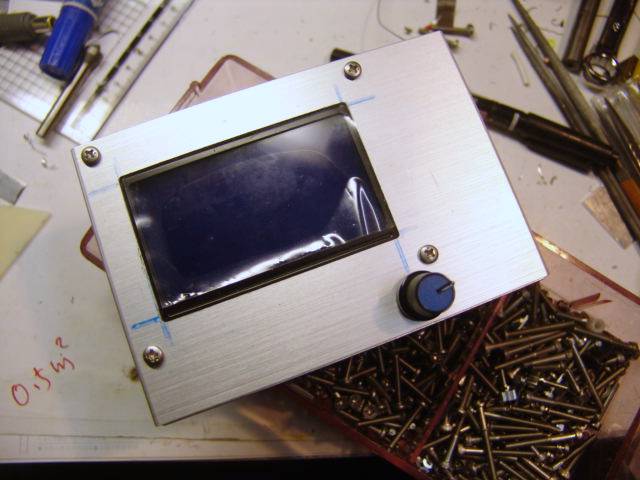
LCD/SDカード基板を
筐体
に入れます。フライス盤でLCD部を切り抜きます。右は仮止めしたところ。エンコーダのボタンは筐体に当たって押せません。つまみに
スペーサ
を入れるか、LCDの枠ごとケールの上側に出すのも良いいかもしれません。
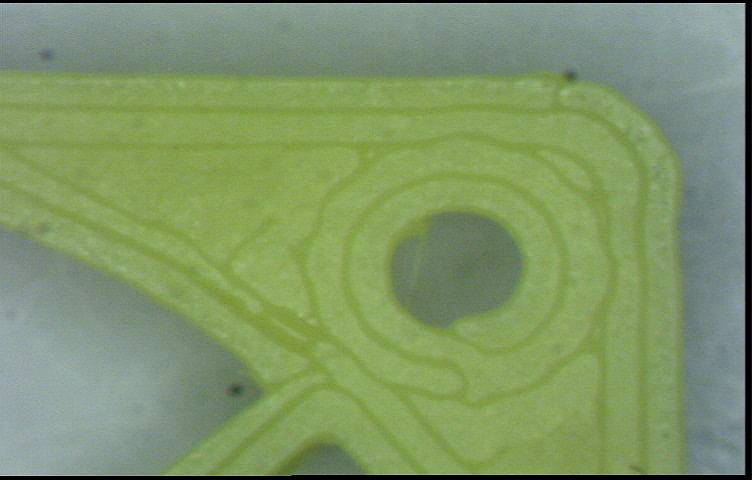
8月5日
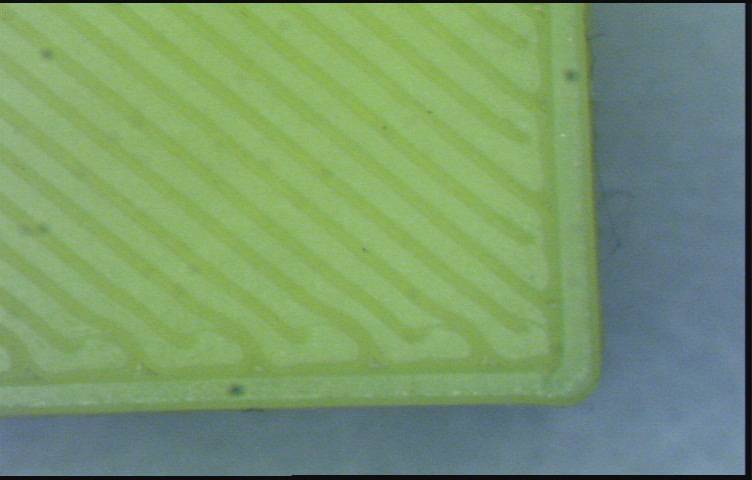
ファンガード
を顕微鏡カメラで拡大してみました。
積層幅は前と同様の0.3mmです
。
裏側
。
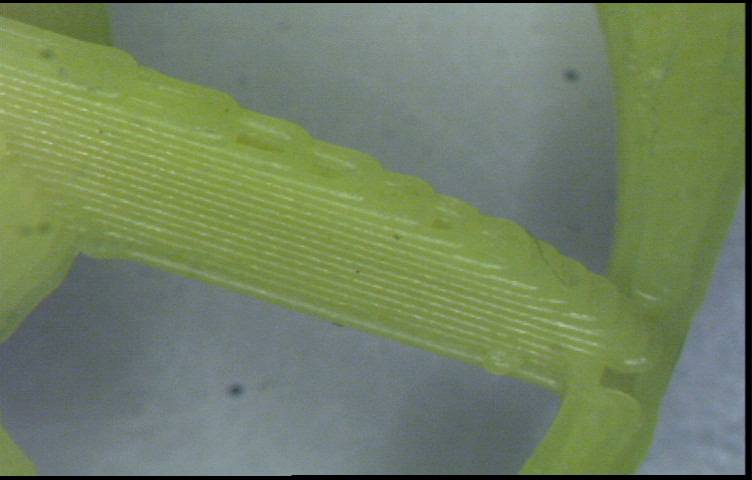
表
側
。