<第2回目:’99年4月4日>
第2回目はとりあえず、XとY軸にステッピング
モータを取り付けます。当初、Z軸もX、Y軸と
同様にタイミングベルトで駆動する予定でしたが、
モータのトルク不足でニーを持ち上げられない
というトラブルに見まわれ、急遽ウォームギアで
減速することとしました。これについては
第3回で報告します。

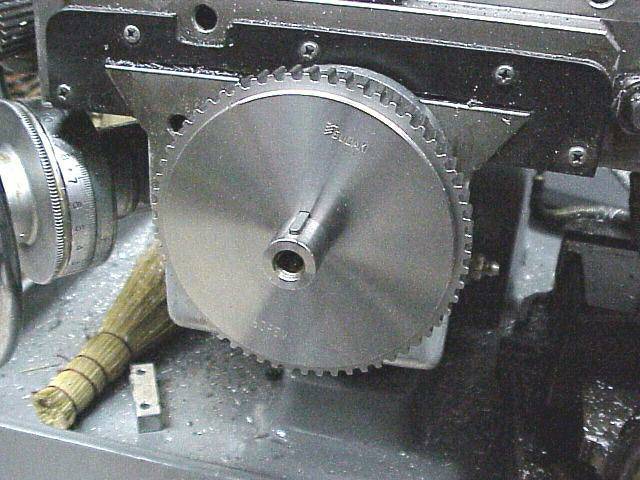
タイミングベルトプーリの穴径を15mmに加工後
3mmのキー溝を加工します。4つ爪チャックで位置を
調整し、突っ切りバイトを横に固定して、送りハンドルで
少しづつキー溝を掘ります。バイトは少しづつ、切りこが
出るように刃先を砥いでおきます。

キー溝加工後、Y軸に仮組みして、
スムーズに入ることを確認。

キー溝加工の終了したXとY軸用のタイミングベルト部品。
大きいプーリは60歯、小さい方は12歯、ベルトは10mm
幅、
5mm間隔の歯です。いずれも"椿本"製です。
モータ側の穴径は1/4インチです。6.4mmのドリルで
加工すると少し大きくなってしまいます。

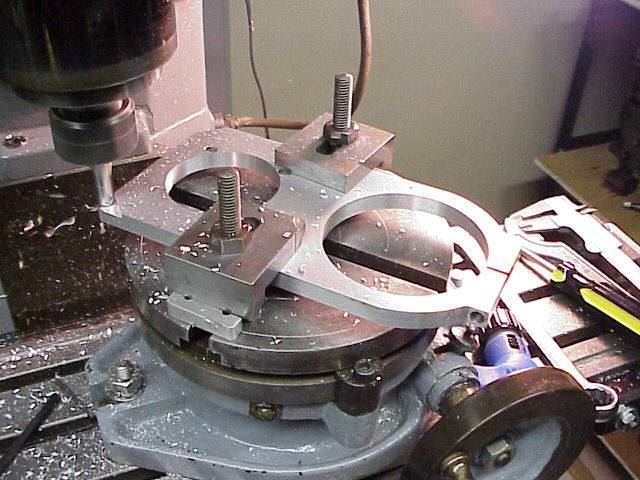
XとY軸にモータを固定するためのプレートを加工中。
10mmのアルミ板を切断中です。

モータと取り付け用の穴加工後、外形を加工します。

加工の終了したXとY軸用モータ固定プレート。
フライスに固定する方は、すり割り加工します。

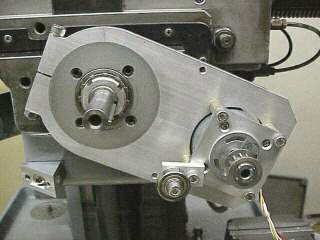
X軸に仮組みします。取り付ける部分は
目盛指示のあるフランジの部分です。
ちょうどアルミ板と同じ、約10mmです。
すり割りを締め付けるボルトを絞めて
確実に固定できるか確認します。

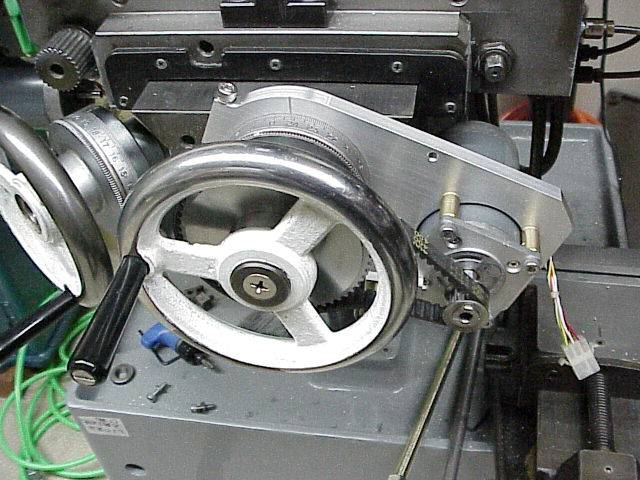
X軸に目盛、プーリ、ハンドルを入れて固定します。
ベルトをかけて、モータの位置を調整してテンションを
かけます。X軸は1回転で5mm移動します。
減速比は5ですから、200パルス/1回転の
モータでは、1パルス0.005mm移動します。
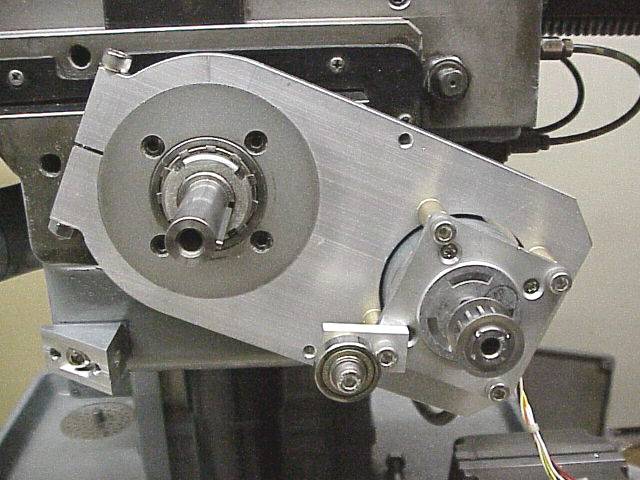
Y軸も仮組みします。Y軸は少し斜めにモータが付きます。
当初、モータ側のプーリを24歯を使用するつもりでしたが、
トルクUPのため12歯を使用するこにしました。軸間隔が
ずれたためテンショナーを取り付けました。

Y軸も目盛、プーリ、ハンドルを取り付け、
ベルトかけ、テンショナーを調整します。
Y軸は1回転で2.5mm移動します。
減速比は5ですから、200パルス/1回転の
モータでは、1パルス0.0025mm移動します。
第3回目はZ軸にモータを取り付けます。