<第3回目:’99年4月12日>
第3回目はZ軸にモータを取り付ける模様を報告します。
Z軸はニー全体を上下に動かさなければならないため、
トルクをかせぐために減速比を10とします。
タイミングベルトではプーリが無いため、製作部品が多くなり
ますが、
ウォームギアを使用して減速することとしました。

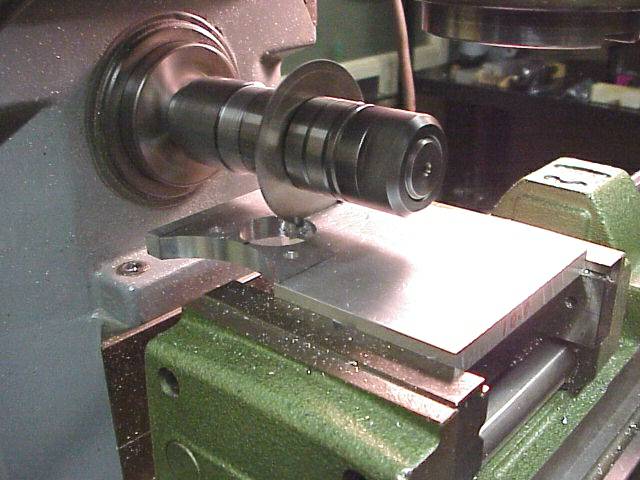
ウォームホイルを下穴加工します。
下穴径は14.3mmです。
<第3回目:’99年4月12日>
第3回目はZ軸にモータを取り付ける模様を報告します。
Z軸はニー全体を上下に動かさなければならないため、
トルクをかせぐために減速比を10とします。
タイミングベルトではプーリが無いため、製作部品が多くなり
ますが、
ウォームギアを使用して減速することとしました。
ウォームホイルを下穴加工します。
下穴径は14.3mmです。

15mmのリーマで仕上げをします。ウォームホイルは
青銅製で非常に固いです。加工は慎重に行ないます。

ボール盤で固定用の下穴を開けます。
加工後、5mmのタップでネジを切ります。
ホイルと同様にウォームギア、平歯車も加工します。

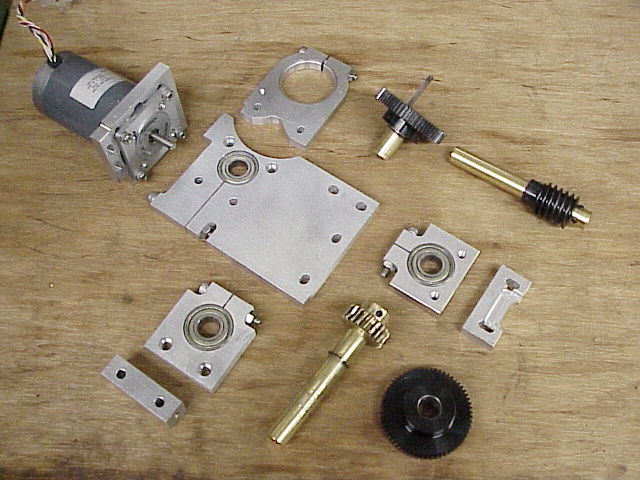
加工の終了したZ軸用のウォームギアと平歯車、
ベアリングです。平歯車はモジュール1の60歯です。
平歯車はZ軸とウォームホイルを連結するために
使用します。固定のためにZ軸側は3mmキー
加工を行ない。ウォームホイル側は5mmのタップで
ネジを切ります。ギアはすべて"小原歯車工業"製です。

Z軸用のモータ取り付け用のプレートを加工します。
サーキュラ盤を使用して、円弧加工を行ないます。
サーキュラを固定しない円弧加工はサーキュラの
バックラュシュが問題になるので、切り込みを
少なくして、慎重に行ないます。
ベアリング用の穴加工後、すり割り加工を行ないます。
横軸を使用して、短いアバーにすり割り用のカッタを
取り付け、すり割り加工を行ないます。

モータを取り付けるための小プレートを加工中。
モータ取り付け用の穴は長穴加工を行ない、
バックラッシュを調整できるようにしておきます。

Z軸に固定するプレートを加工中。今度は立軸で
すり割り加工を行なっています。
加工の終了したプレート、ギア、真鍮製の軸とベアリングの
組み付け前の状態です。ベアリングはすり割りを締めて
プレートに確実に固定できることを確認しておきます。
製作した各プレート、ギア、ベアリングを組み立てます。
ウォームギアのバックラツシュとベアリングの位置を
調整してスムーズに回転できように調整します。

ウォームギアを使用すると、ハンドル側で手回しできなくなり
ます。
これでは困るのでZ軸側の平歯車をスライド可能にして、
掛け外しできるようにします。15mmの真鍮棒でZ軸を延長
します。キー溝を延長して、キーも長い物を作りました。

Z軸はウォームや、平歯車、プレートなどかなり大きく、
重くなってしまいましたのでニーにプレート取り付け用の
ブロックを取り付けてZ軸と2ヶ所で固定します。
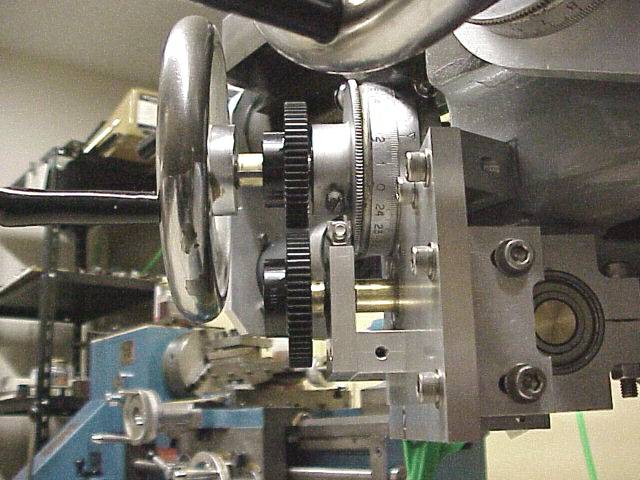
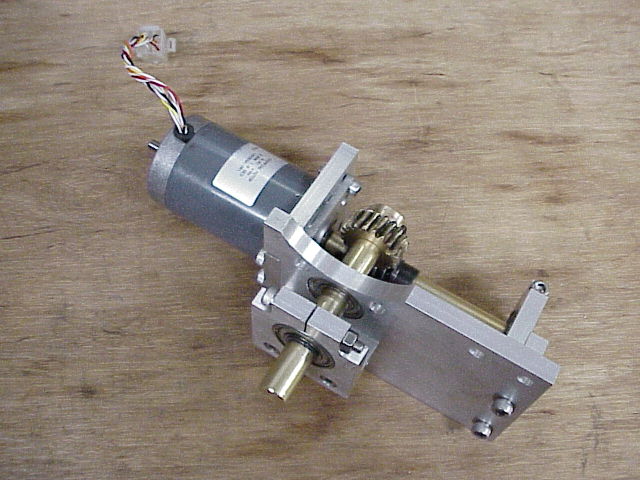
完成したウォームギアボックス部をZ軸に取り付けます。
上記の写真では平歯車は掛かっています。
モータの回転が1/10に減速されZ軸を駆動します。
この時はハンドルを回転することはできません。
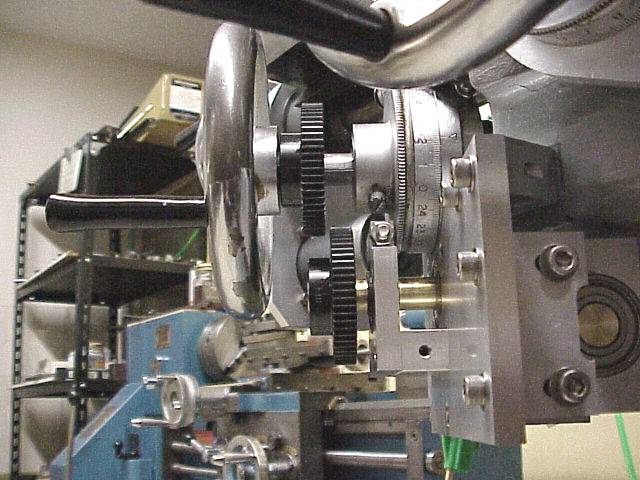
こちらは平歯車を外している状態です。
この時はハンドルで普通どうり上下できます。
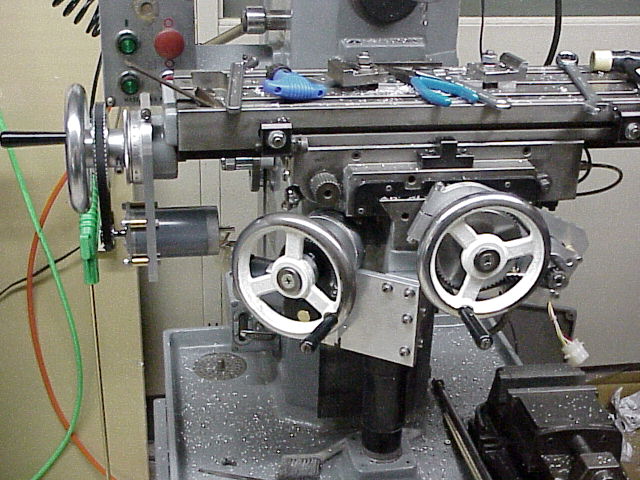
無事、3軸にステッピングモータの取り付けが完了しました。
課題は切りこやオイル避けのカバーの製作です。