<第8回目:’00年9月18日>
第8回目はティーチングユニットを使った2次元制御を紹介し
ます。
斜めの切削を図面を書かずに簡単に切削できます。一品物の
制作に重宝します。当然データは取っておけるので同じ切削を
行うこともできます。

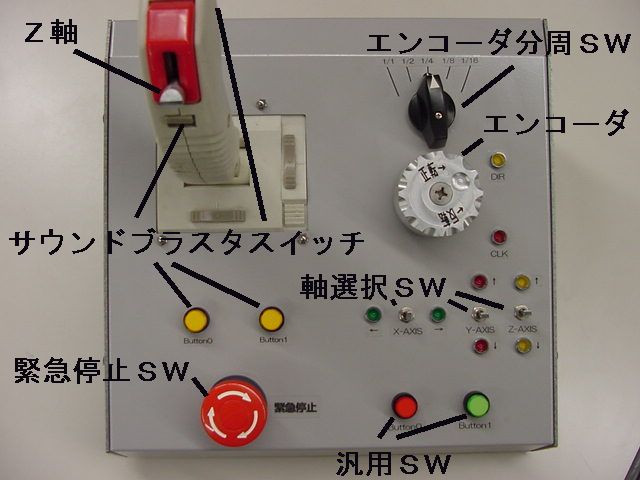
上がティーチングユニットです。左側が通常のサウンドブラス
タ経由の
ジョイスティックI/Fです。スイッチが全部で4個あります。
裏に1つ隠れて写真では見えていません。通常X、Y軸
とは別にZ軸が付いてますが、これではテーブルを移動させに
くいので
ジョイスティクの親指スイッチに移動しました。センタクリッ
ク付きのスライドボリュームです。
したがって親指スイッチは動きません。右側のエンコーダ側が
新規に作成した部分です。
基本的にはロータリエンコーダですが、細かい移動が簡単にで
きるように分周スイッチを
付けています。カウンタで1/2、1/4、1/8、1/16
に分周しています。
その下にはそれぞれの軸を移動するかどうかの選択スイッチが
あり、
選択された軸のみ移動します。各選択スイッチは正転/反転が
あり
エンコーダの回転に対して移動方向が変えれるようになってい
ます。
その下には汎用のスイッチと緊急停止スイッチがあります。
ジョイスティクI/F以外はZ80の載ったモータコントロー
ルボード上
にPCから直接制御できる8255に接続されています。
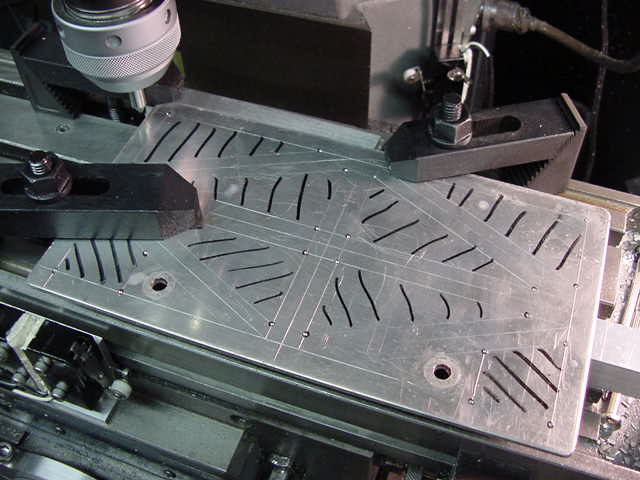
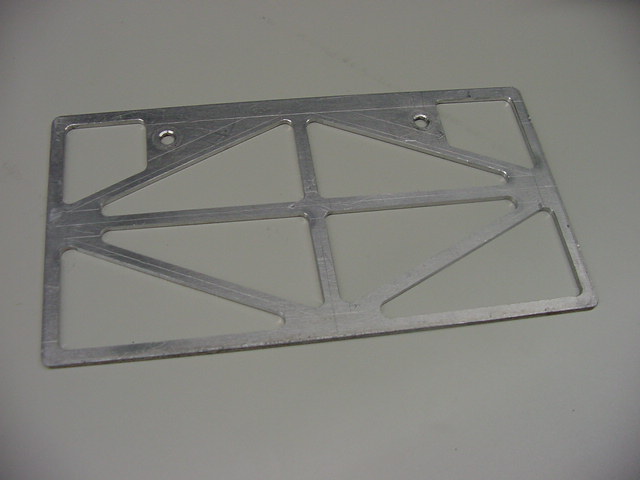
上記のティーチングユニットを使って実際に切削してみます。
写真は別のページで紹介しているドカF1のナンバプレートベースで
す。
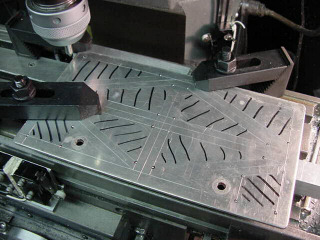
軽量化のために肉抜き加工をしてみます。現在のテストプログ
ラムは
直線のみの加工なので、ケガキを入れてテーブルに固定しま
す。斜線
の部分が切削する部分です。現在のミルに位置が原点になりま
す。
この例では三角形と四角形を何回かに分けてティーチングして
切削して
いきます。

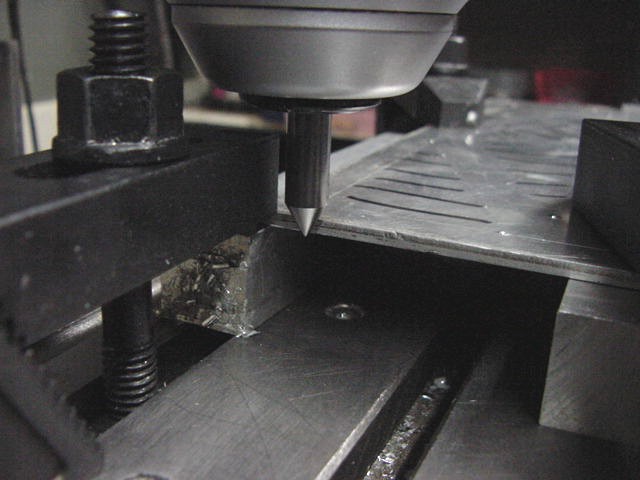
先端の尖ったダミーのミルを取り付けて板厚を計測します。
まず、先端が板の表面にすれすれの位置にティーチングユニッ
トを
使ってして移動させます。このZ軸の位置が切削する板の上部
の
位置となります。位置を記憶させるにはジョイステックのスイッチ
(人差し指)を押します。

次に、ティーチングユニットを使ってテーブルを上へ移動させ
ます。
先端が切削する板の一番下の少し下に来るように調整します。
大きな移動はジョイスティクを使用して移動させ、細かい移動
は
ロータリエンコーダで移動させます。位置を記憶させるに
ジョイステックのスイッチを押します。初めの2点は特別な点で
切削する厚みを指定します。もちろん、板厚が厚い場合は自動
で
複数回に分けて切削されます。この例では3mmなので1回で
切削します。
一筆書きでできる切削(この例では三角形)の頂点をティーチ
ングユニットを
移動させて3つの位置を記憶させます。三角形を切削するには合計5点を
指定します。
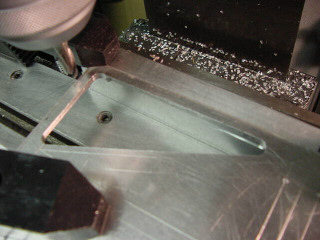
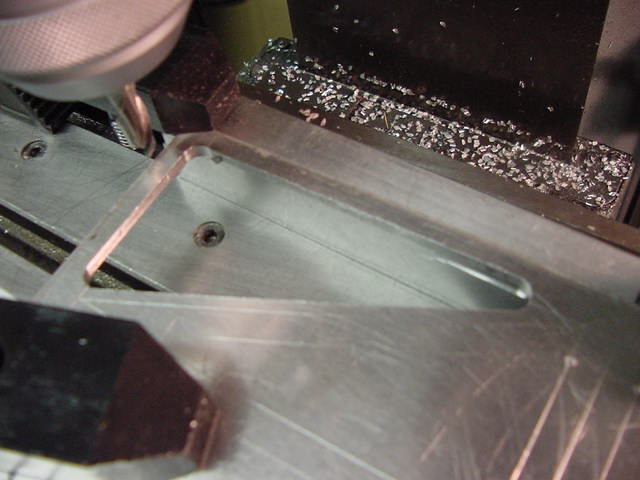
1つ目の三角形の切削が終了した所です。斜めの移動もきれい
に
切削されています。汎用機ではサーキュラ盤に取り付けて角度
を
付けて切削する必要がありますが、CNC制御ではテーブルに
固定
したままきれいに切削できます。

6個の三角形と2個の四角形を切削して、肉抜き加工が終了し
ました。
面取りを行い終了。
第9目の予定は、X window
systemで動作する統合環境を整備したいと思っていますが、何時になることか?