フライス盤自作CNC化
フリーのCNC用ソフトウェア
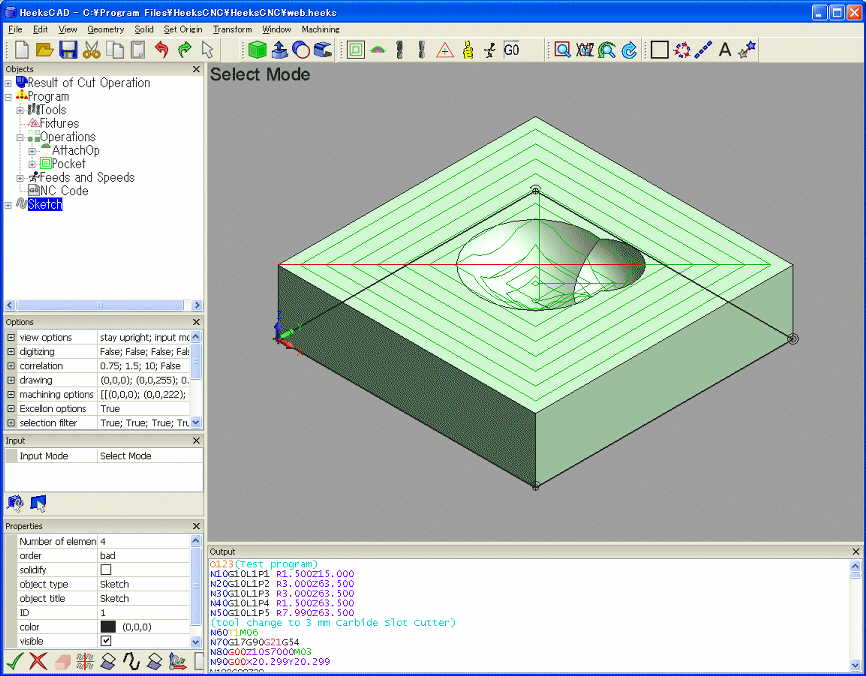
HeeksCNCのNCデータを内部コードに変換する
gcode2zcamプログラムを作成する
2014年
5月11日
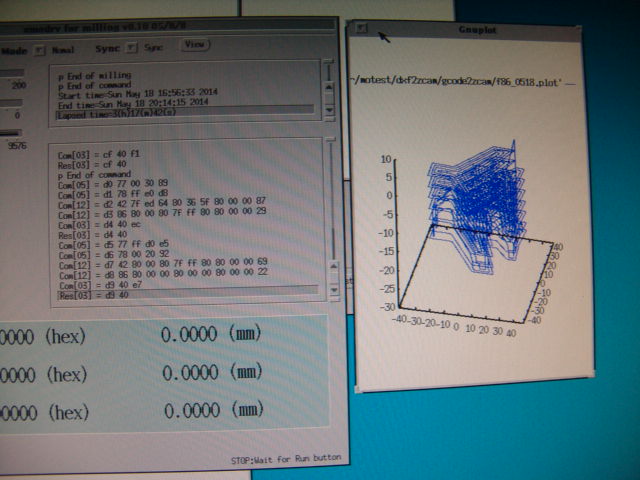
HeeksCNCの使い方もだいたい分かってきたので、ガレージのCNCの内部コードに変換するgcode2zcamプログラムを作成しました。変換部の処理は下記のように単純でGコードで使われるアルファベットX,Y,Z,Fなどを探して、次のアルファベットまでの間の文字を数値に変換するだけです。以前に作成したdxf2zcamの処理と同様にバックラッシュを補正して内部コードに変換し、同時にgnuplot用のプロットデータを生成します。
5月11日
HeeksCNCの使い方もだいたい分かってきたので、ガレージのCNCの内部コードに変換するgcode2zcamプログラムを作成しました。変換部の処理は下記のように単純でGコードで使われるアルファベットX,Y,Z,Fなどを探して、次のアルファベットまでの間の文字を数値に変換するだけです。以前に作成したdxf2zcamの処理と同様にバックラッシュを補正して内部コードに変換し、同時にgnuplot用のプロットデータを生成します。