セミ・オートマチックへの道
全バラ・レストアに合わせて復活〜
セミ・オートマチックへの道
全バラ・レストアに合わせて復活〜
2005年
8月18日
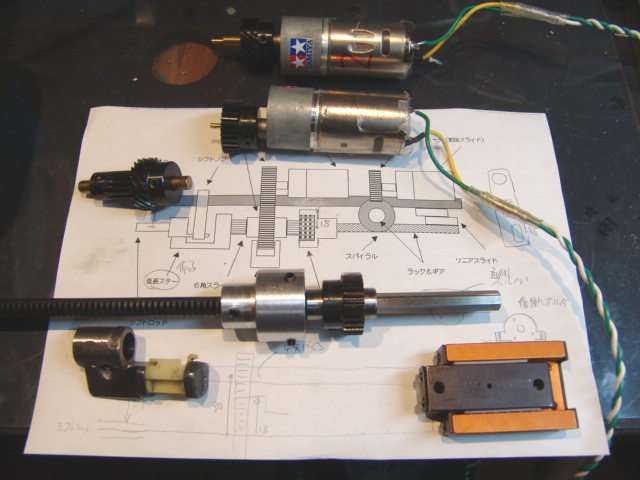
4年もの長い間、中断していましたが、再開しました。セヴンの全バラ・レストアに合わせて復活させました。以前に使用する予定だった、8ビットのSXで
すが、アセンブラで書くっていうのも何なので、というか〜新しいアセンブラを覚えるのが億劫になってきました(笑)。ここはやはり、Cで書きたいということで、H8?処理速
度を考えるとSH?ということになると思います。秋月でSH2のボードが売っているので、
SH2に
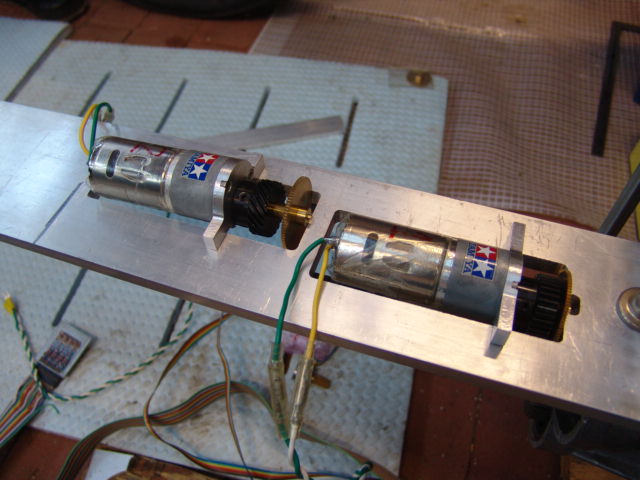
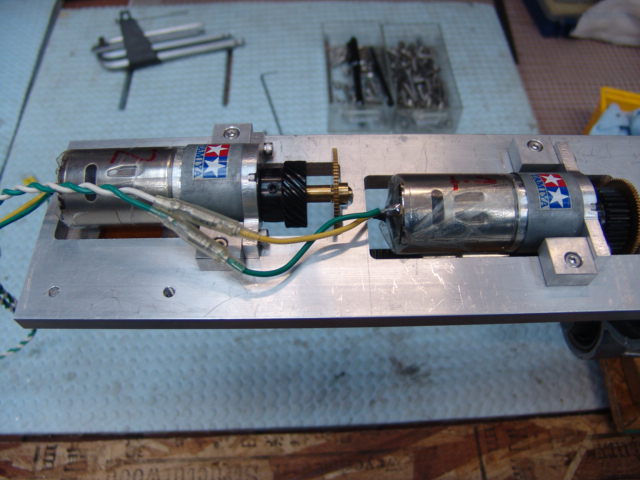
変更したいと思います。写真は以前に使う予定だったSXですが、これは100MHzで1命令実行できます。SH2(7045F)も
RISCなで基本的な命令は1クロックで実行できます。少量(1K)ですが、キャッシュメモリも載っています。
このボードは高速SRAMが載っていて外部もノーウエィトで動作できるようです。クロックは28MHzです。開発環境はGCCとシリアル経由の書き込みで行ないますので、FreeBSDでも開
発可能です。開発環境構築とDCサーボモータ制御のページをつくりました。ここを参照してください。
ルネサスのURLはここです。
ハードウェアマニュアルはここです。
ソフトウェアマニュアルはここです。

機構部分はこのセミオートマのペー ジを更新します。
9月11日
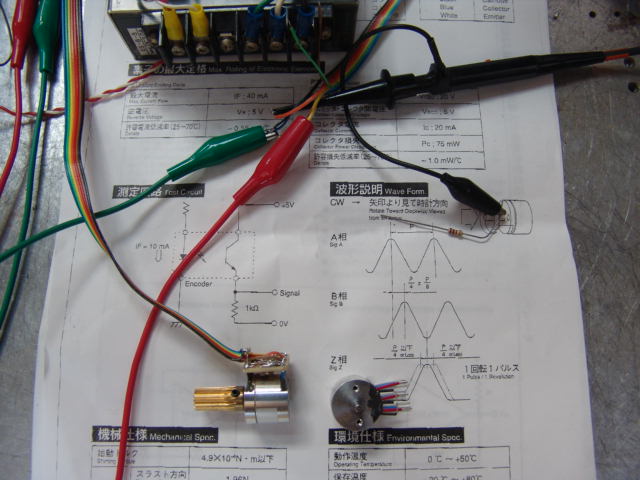
ロータリエンコーダを変更しました。以前使用予定だった
ものはコパル製の1回転200パルスのものですが、本来
は手動用でモータの角度のセンサなどの用途ではありません。今回選定したのはネミコン製OME−360−2MTという型番で、1回転360パルス、正弦波出力で出力電圧が
150mVと多少使いにくいですが、最高回転数が6000r/minと高いです。Z相付きで
す。
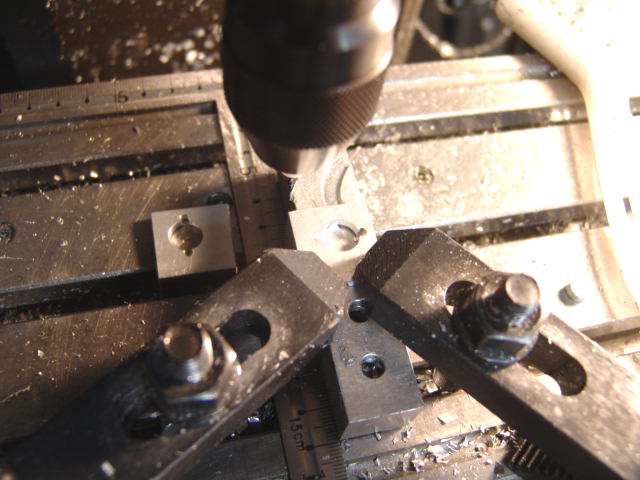
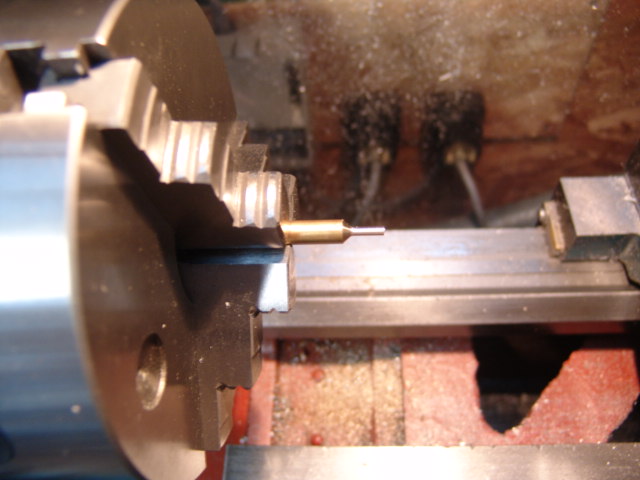
シャフト径がΦ2.5mmなので、ギアの内径Φ3mmにするスリーブを真鍮か
ら作製しました。

10月10日
機構部品を集めて、ベースプレートの周辺を考察します。
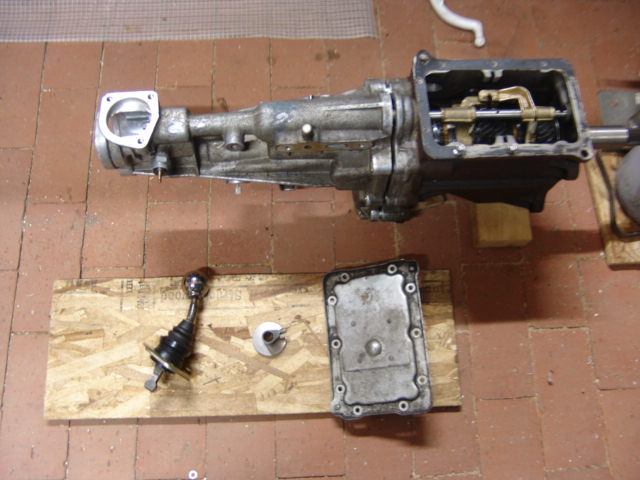
ミッション側も仮組みます。ケントエンジンはインチ系ですが、ミッションのネ
ジ類はミリです。下のL字金具をシフトロッドに止めるロールピンを紛失し
てしまいました。
シフトノブ下のL字金具を延長する部品を作製します。丸棒はΦ9.5−
14mmの位置固定用のジグです。右はワイヤでまとめたところです。来週、溶接す
る予定です。サーボ
モータの作業はここをクリックしてください。


10月16日
紛失していたロールピン(Φ4と5mm)を購入しまし
た。

ベースプレートに取りつける各部品を採寸して
qcadに入力します。

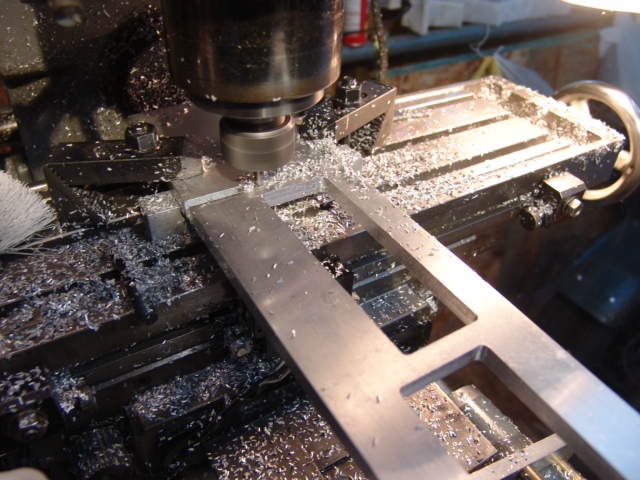
DCモータのベースの図面を入力します。シフトロッドの回転方向用のモータのべースです。取り付け穴用センタは通常のドリルで加工し、外形、内穴はΦ6mmのエンドミルで切削します。
10mmのアルミを切削して板厚を6mmまで薄
くします。その後、CNCで取り付け穴
のドリルセンタと外形を切削します。

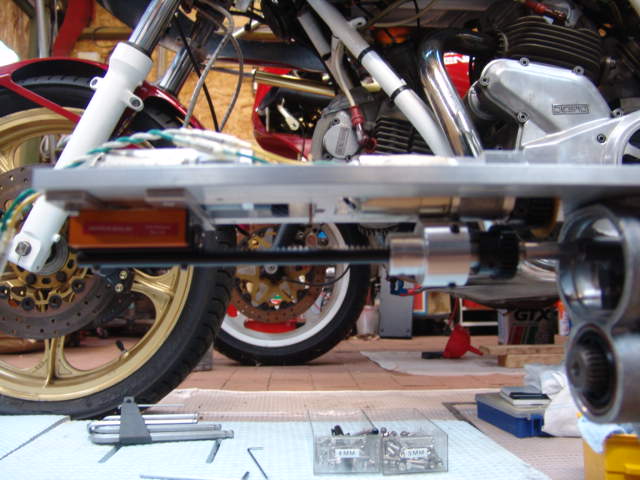
出来あがったベースを仮止めします。ぴったりでした。別に、前後を移動させるモータ用も作る必要があります。

先週作ったL字金具をTIG溶接します。右は完成したところです。左側がシフトロッドに接続する方で、右側が6角スライドに接続される方です。緊急用と
して通常のシフトノブがつけられるようにノーマルのL字の部分を残しておきます。


完成したL字金具をシフトロッドにいれてみます。干渉もなく、良い感じでできました。


10月22日
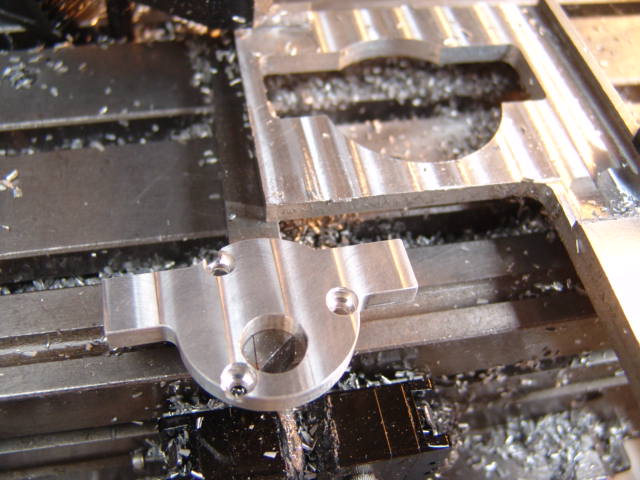
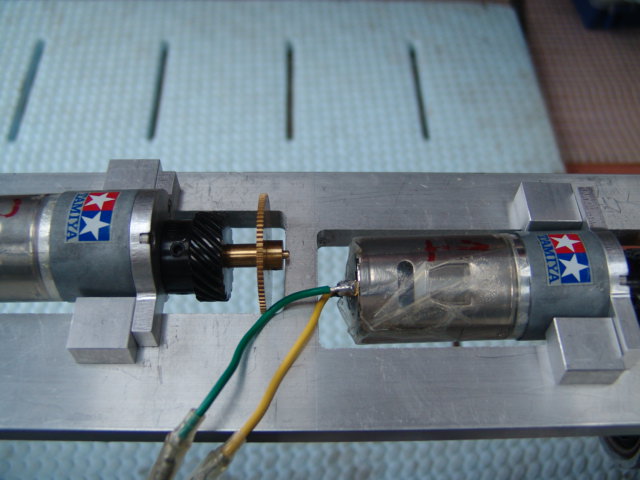
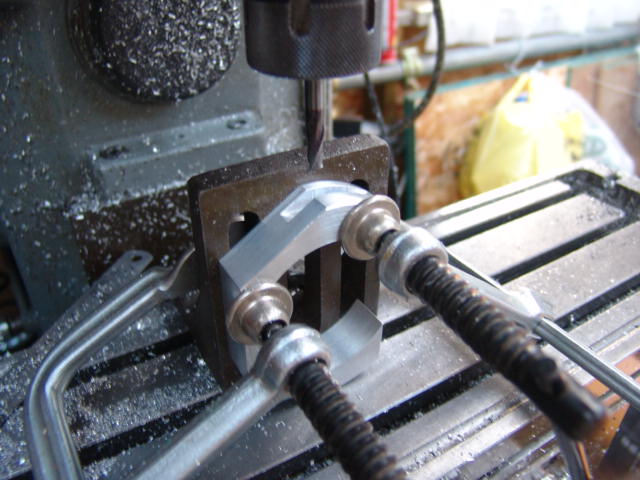
前後移動用モータのベースを作製しましたが、中心の丸穴加工が上手くいきません。左写真の丸穴加工です。横にあるのは、先週作製した、回転方向用のベースです。CNCのどこかが壊
れたようです。ボールペンに付け替えてみると、右写真のように丸穴を3回同一円を切削するはずが、右下に移動していきます。

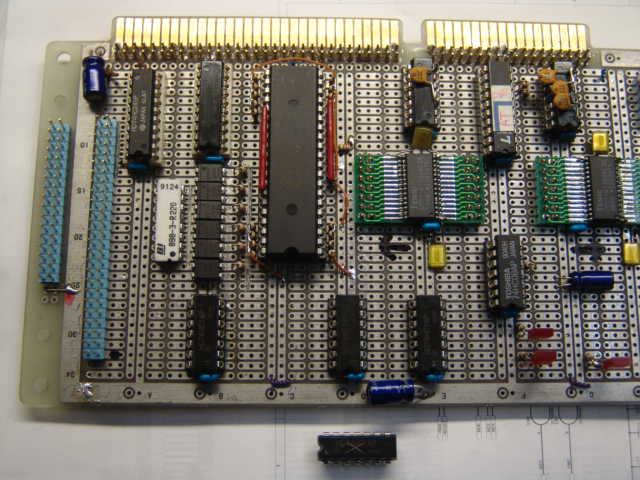
原因はMOZボード(モータコントロールボード)の74HC14が壊れていました。当初、故障のパターンからして、ボード上の8255(PIO)が壊れ
たのではないかと
思ったのですが違いました。8255から74HC14に接続されその後、ステッピングモータドライバにフォトカプラを介して接続されています。壊れた74HC14ですが、1ビットづつは正常に反転されるのですが、ビットの組み合わせに
よって正常に出力されないパターンがあります。珍しい壊れ方です。このため、原因をつきとめるのに時間が掛かりました。
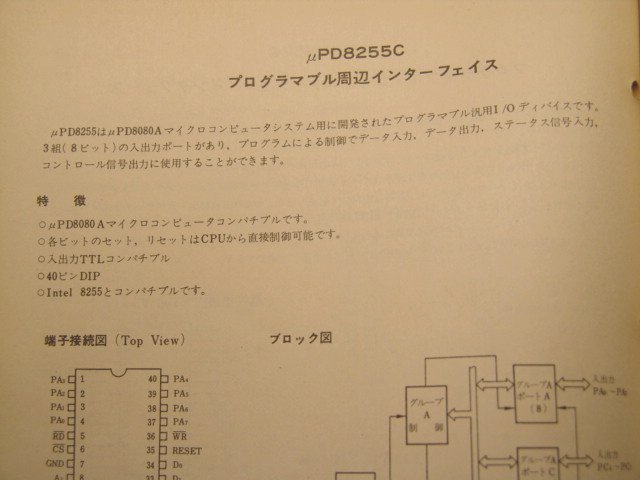
8255のピン配置が分からなかったので、押し入れから引っ張り出してきた8255などが載っているっている資料です。TK−80の付属資料です。78年夏と書いてあります。
27年も前ですね。(笑)。
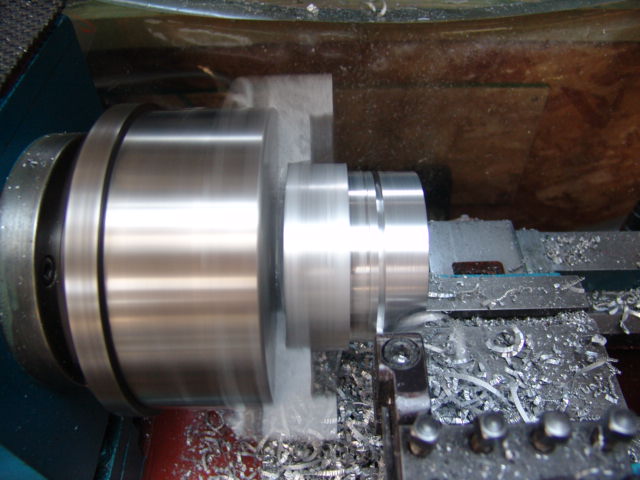
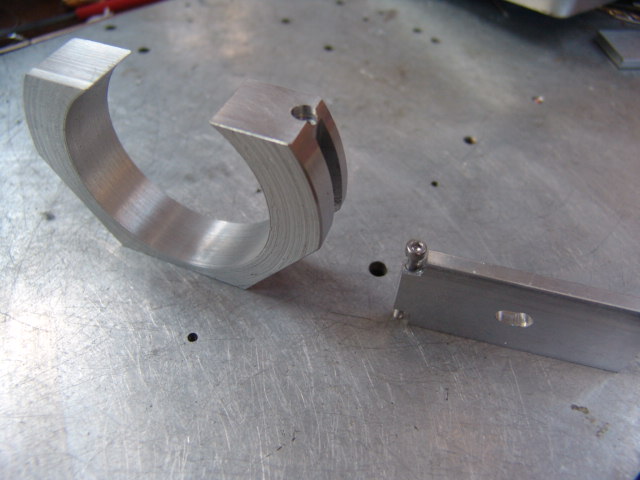
74HC14を交換後、復活しました。半日、この故障のため、作業が進みませんでした。左は外周を1周切削したところです。右は部品が抜けたところ。


取り付け穴の加工をして、やっと、2つ目のモータベースができました。

10月23日
6各スライドの先端をΦ9.5mmに削ります。

加工した六角スライドをミッションのL字金具に接続し、上に回転方向用のモータを乗せてベースの穴あけ寸法を測ります。
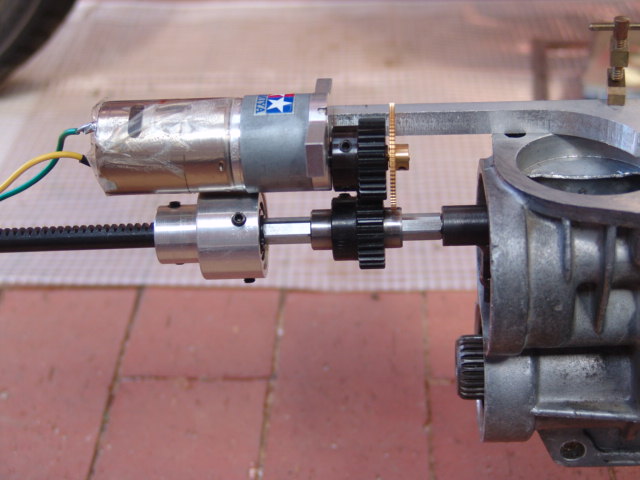
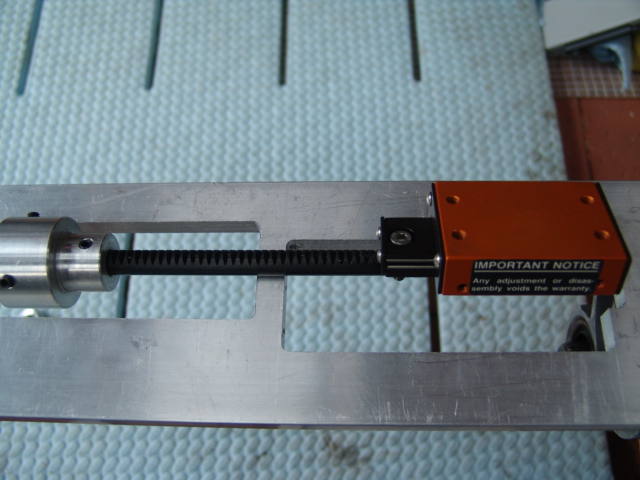
上記で測ったモータの取り付け穴の寸法をqcadに入れて、CNCでモータの取り付け用の穴を空けます。右は前後方向用のモータの穴加工も終了したところです。真鍮の薄い歯車はロータリエンコーダ用の歯車です。
余った部分を切り取っておきます。この10mmのベースにロータリエンコーダ、リニア
スライドなど全ての部品を取り付けます。
10月24日
シフトパドルを作製するためにハンドルを分解しました。



11月5日
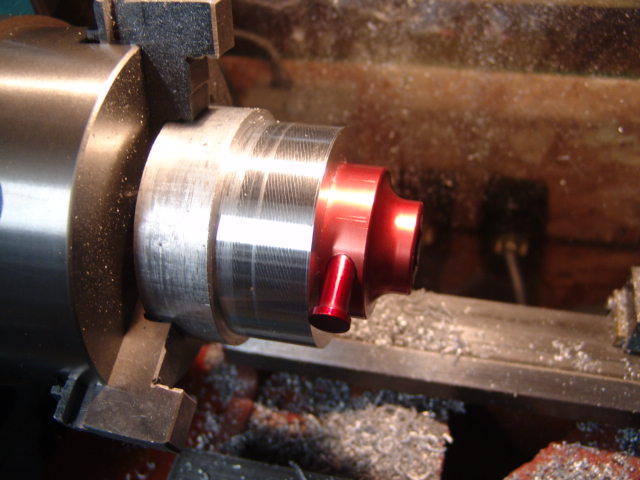
ハンドルベースにサンドブラストをかけて赤アルマイトを
落しました。中はアルマイトが落ちていません。

先週作ったシフトパドルのベースを突っ切ります。
その後、ハンドルの形に合わせて外形を手動で削りました。部品を合わせてみました。


10月6日
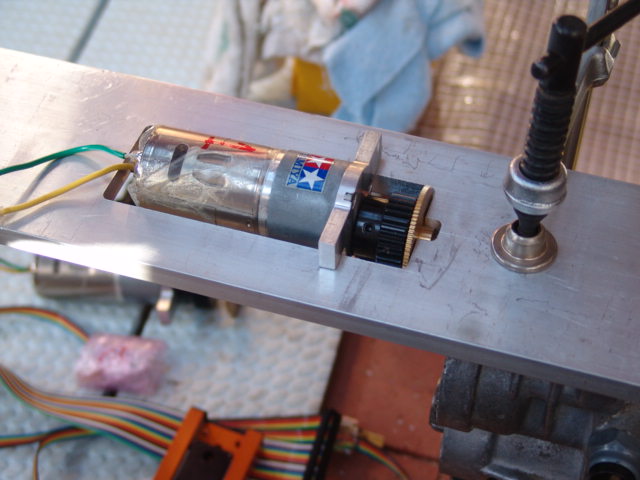
ベースに取り付けブロックを使って、モータを固定しま
す。右は下側にリニアスライドを固定したところです。
シフトパドル本体を5mmのアルミ板から削りました。

11月12日
シフトパドルのベースにパドルを入れる溝(6mm)を切削します。バドルの厚みは5mmなので、1mmの
隙間が可動部になります。パドル側には取り付け用の3mmの穴加工をします。片側だけ完成しました。
モーメンタリタイプのプッシュスイッチを取り付けて動作確認をします。

片側の溝加工とベースへの取り付け穴を加工してます。

パドルの外形加工をします。CNCでコーナのRと中央の切削をします。外形
加
工後、パドルとベースにサンドブラストを掛けて完成しました。


11月13日
セヴンに付けて他と干渉しないか確かめます。1時間くらい近所を走ってみました。ちょっとパドルのスイッチが軽い感じです。

L字金具ですが、5速に入れる時に少しケースと干渉していました。当っている
ところを削りました。右は6角スライドのシャフトをL字金具とΦ4mmのロールピンで
固定したところです。


11月19日
ミッションのシフトノブの左右の位置決めを行なっている
部品が下の写真の部品です。通常3−4速の位置から1−2、5速に変更するときに、テンションを掛けています。この機構は、6角スライドに大きい摩擦が生じるので、外すか、作りかえる必要があります。手動でもシフトをする場合にはどうしても左右方向の位置決めが必要です。バック、1−2、3−4、5にクリックが
あるようにすると手動の時にも使い勝手がいいです。思案中。


下の写真はシフトノブの前後の位置決めを行なっている部品です。これは弱いバネを使うことで、モータに余分な力を掛けなくて済みます。


セミオートマの故障(笑)などの緊急時に手動で通常の通りシフトができた方がいいので、そのままシフトノブを残すことにしました。ベースをシフトノブのフランジの厚さ2.
4mmだけ削り、そのまま上からかぶせるようにしました。セミオートマでシフトしている時もこのシフトが動くことになります。


シフトノブを付けたまま、モータ駆動でバックに入れるためにブロックインサートを取り外しました。このミッションのバックギアは1−2速よりさらに左側でノブを下に押し込んでから前にシフトします。下の写真の部品が下へ押し込まないとシフトできないようにしている鉄
製のブロッ
クです。このブロックは圧入した後、上からカシメてあり、なかなか外れませんでした。リュータでアルミ部を削って、バーナで温めて、やっと外すことができました。

11月20日
ロータリエンコーダの取り付け金具を作成しました。L字のアルミサッシにロータリエンコーダのり付け穴をCNCで加工します。その後、ベースに取り付けるΦ3mmの長穴加工をしました。