MHR ミッレのメンテナンス&モディファイ
ステムの加工の続きと、三叉の加工です。
MHR ミッレのメンテナンス&モディファイ
ステムの加工の続きと、三叉の加工です。
7月12日
ステムの加工を行いました。エンドキャップの部分に続き、2
番目のネジを切り全体をΦ25mmで加工します。

7月15日
頼んでいた内径25mm、外形52mm、厚さ12mmのテー
パ−ローラベアリングは一応型番は存在しているのですが、特殊用途用で入手が難しいとの連絡が
ありました。厚さ15mmというのは入手できます。しかし、この場合にはフレーム側に取り付
けた時に上下に3mmづつ出ることになり、良くありません。しかたがないので、内径
26mmのMHRの純正ベアリングを使うことにしました。上部はΦ25で加工してまったので、0.
5mmのシムを巻いて調整する
ことにしました。
7月19日
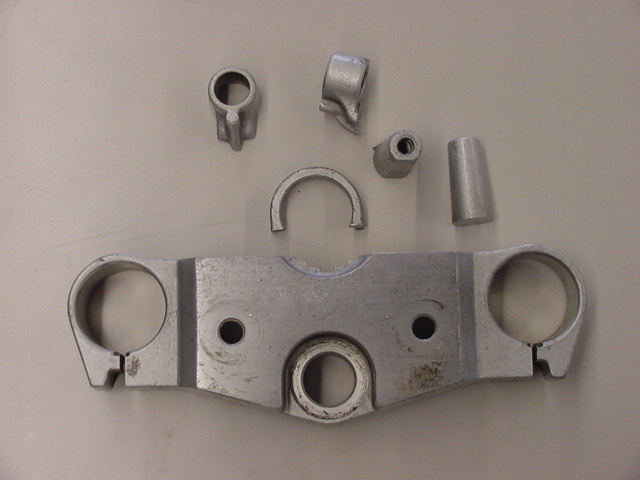
外形の加工が終了しました。アンダブラケット側がΦ30.
3mm、ベアリング部がΦ26mm、トップブリッジ側のベアリング部がΦ25mmで加工しました。結局、内径Φ26mmの純正ベアリングを使用することになり、この部分はシムを巻いて対応予定です。

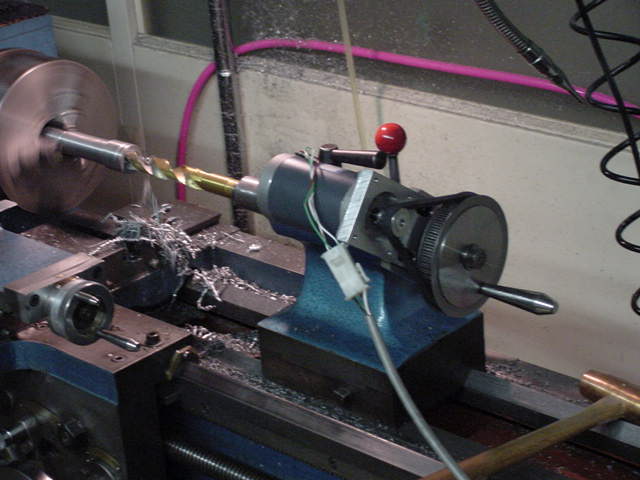
左は新しく作った自動送りの芯押台で穴あけ加工を行っているところです。太い方は19.
5mm、細い方は16.5mmのドリルで穴あけを行います。自動送り
でも、たまに抜いてCRCなどをかけながら、片側で30分くらいかけてゆっくり加工します。ドリ
ルの長さが足らないので穴は貫通していません。右は穴あけ加工の終わったところです。

7月26日
TZRのアンダーブラケットのバリを取り、サンドブラストを掛けました。その後、バーナで加熱し、ステムシャフトを圧入し、上下のベアリングを仮止めしまし
た。上側は0.5mmの鉄板を
巻いて、25mm径を26mmに修正しています。右はXJRのトップ
ブリッジの不要部分を切り取ったところです。トップブリッジはバフ掛けをする予定です。

7月28日
セルモータを購入しました。ドカの純正部品ではなく、スズキの型番です。ボルトオンで付きます。私のミッレはなぜか、セルが弱く、圧縮が高くなる所で回転が
止まります。代替品があるということをBBSで教えてもらいました。価格は約2万円です。詳
しくはベべルクラブのここを参照
してください。