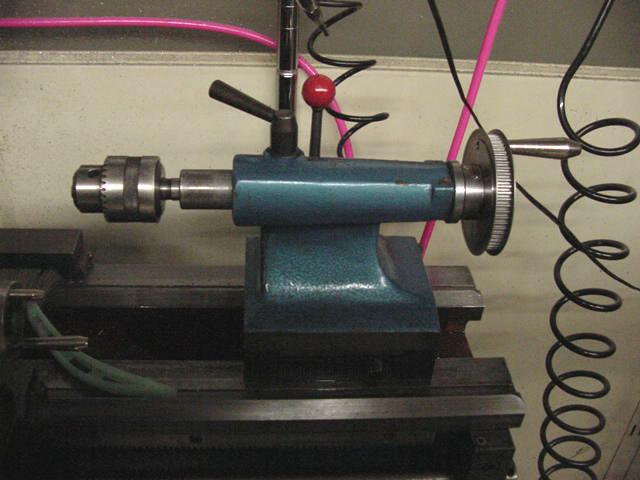
旋盤の芯押台にステッピングモータ取り付けて半自動でセンタ穴あけ加工を行えるように改良中です。芯押台のハンドル
部のシャフト径はφ12.7mm(インチ?)のためφ15にするスリーブを作り、キー溝を入れて60歯のタイミングベルト
プーリを取り付けられるようにしました。プーリに直接ハンドルを付けました(笑)。

旋盤の芯押台にステッピングモータを
付ける過程を紹介します。
2003年6月28日
旋盤の芯押台にステッピングモータ取り付けて半自動でセンタ穴あけ加工を行えるように改良中です。芯押台のハンドル
部のシャフト径はφ12.7mm(インチ?)のためφ15にするスリーブを作り、キー溝を入れて60歯のタイミングベルト
プーリを取り付けられるようにしました。プーリに直接ハンドルを付けました(笑)。
7月3日
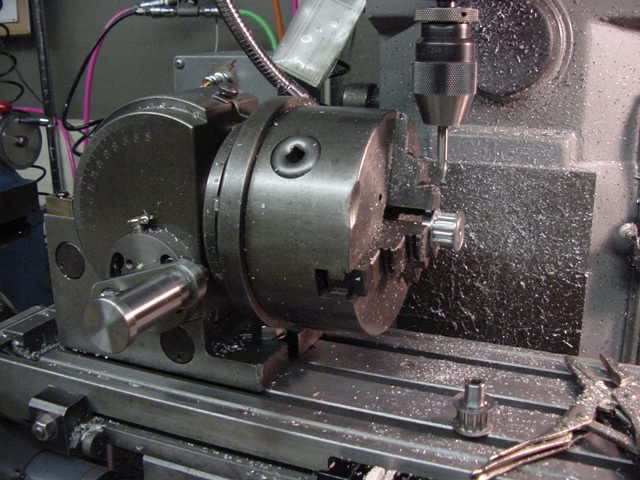
モータ側のタイミングベルトのプーリを通販で購入しましたが、ピッチ、幅は合っているものの、薄いベルト用のプーリ
だったようで、ベルトが駒飛びしてしまいました。しかたがないので、フライス盤で使用している同じ12歯のプーリの
寸法を測り、同じように加工しました。プーリ全体の直径を小さくして、ベルトの溝を深く加工します。下はインデックスに
付けて、溝を深く加工しているところです。
7月12日
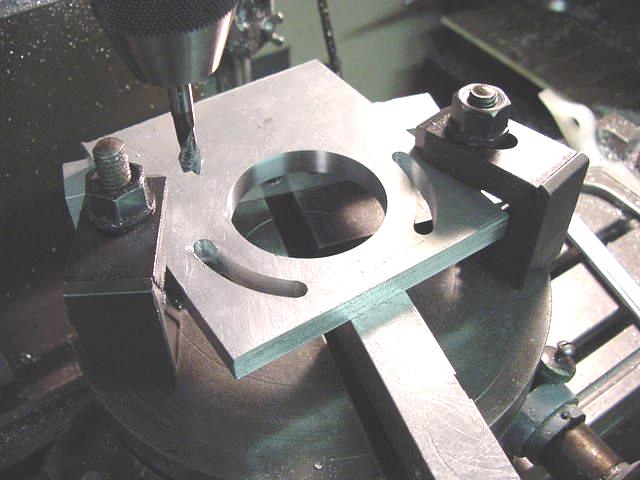
芯押台側に固定するプレート(厚さ10mm)を加工しました。右はサーキュラテーブルで円弧を切削しているところです。
左は丸鋸ですり割加工をしている所です。

7月17日
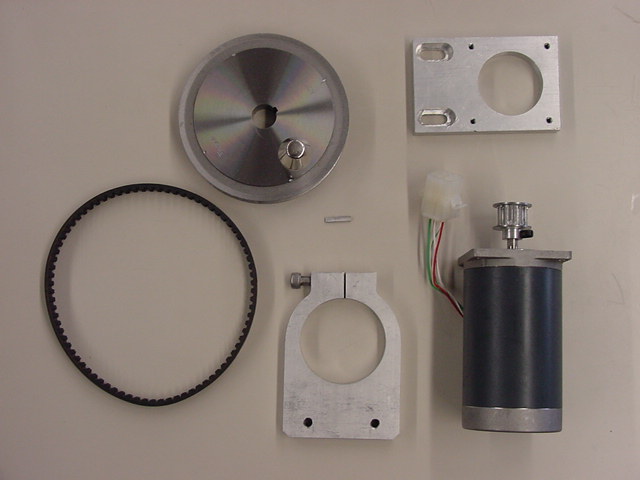
モータ側のプレートも作製し、必要な部品が揃いました。プーリは60:12でトルクを5倍にします。タイミングベルトは
フライスに使用しているものと同じ10mm幅、5mmピッチ、長さは400mmです。
作成した部品を芯押台に組付けます。ベルトにテンションを掛けてモータ側のプレートを固定します。これで完成です。


7月17日
早速、使ってみました。ドカのMHRミッレのステムシャフトの穴あけ加工です。
左右で1時間くらい時間がかかりましたが、たまに給油するだけで、見ているだけで良いので非常に楽です。
![]()
