アルドウィーノを使った
アルドウィーノを使った
オープンソース、オープンハードの
ローコストECU
テージのECUが壊れているみたいなので
Speeduino(STM32)に装換しました。
その28:
燃調の調整
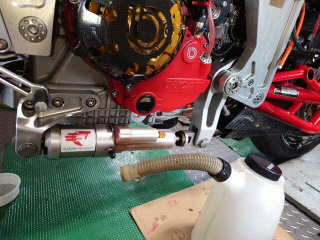
水平気筒のエキパイ交換
再度、ワンウェイクラッチの滑り
ワンウェイクラッチ交換
2025年
7月26日
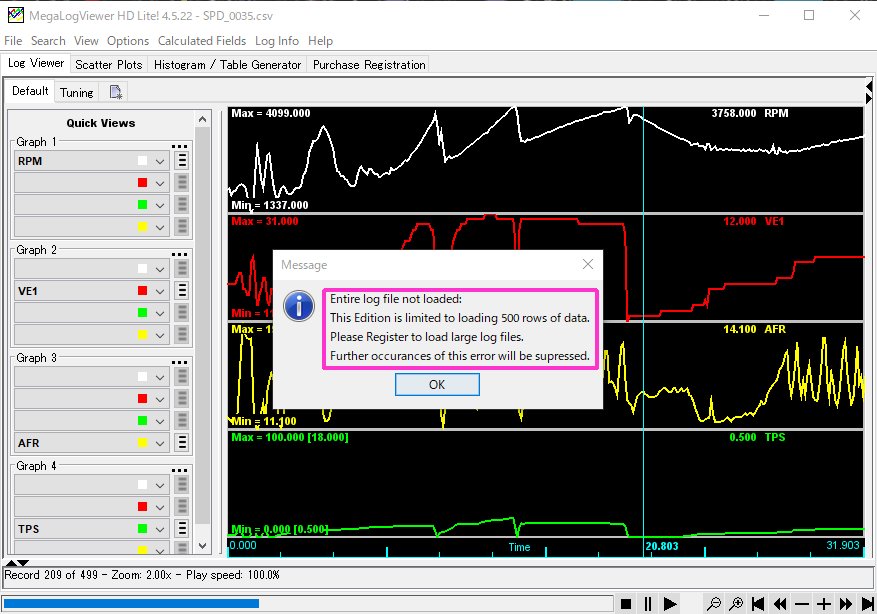
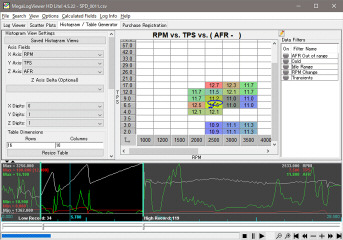
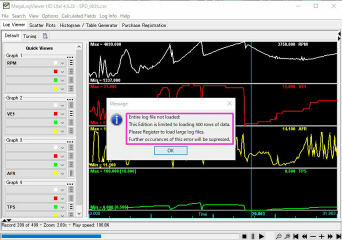
シンク・ロスが無くなって、燃調の調整もできる状態なのですが、暑くてなかなか走れないです。TunerStudioの有償版では自動チューニング機能があるようですが、ゆくゆくはWin10の10インチタブレットを廃止してスマートフォンにしたいので、悩みます。因みに有償版の価格は1.5万くらいです。下はだいぶ前にSD取ったログをログビューアで表示したところです。ログビューアの無償版は先頭500ステップしか表示できないです。SDログはCSVファイルなので長いログも簡単に分割できます。
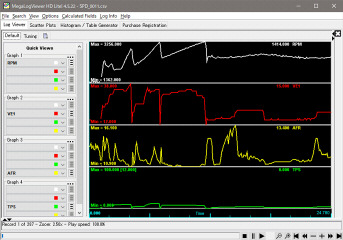
ログビューアのヒストグラム表示では緑線のように表示範囲を制限して表示できます。緑線の内側はシフトアップしている時です。アクセルを開けてパワーが必要な時の空燃比は13付近、アクセルを閉じている時やアイドリング中は14.7付近が良いです。まだ濃いことが分かります。
水平気筒のエキパイをハイパーモタードのエキパイを切り貼りして作りたいので、TIG溶接のディーゼル発電機を整備中です。バッテリは完全に上がっているので交換が必要と思います。取り外して型番を確認しました。80D26Rでした。低圧燃料ポンプも固着しているので分解して清掃しました。ガレージのページに載せておきました。

7月27日
水平気筒のエキパイを外して、どのようにハイパーモタードから流用するか考え中です。上がオリジナル、下がハイパーモタード用です。

7月28日
左がオリジナルの2in2、右はがハイパーモタードで2in1でサイレンサ側は径が太いです。バツの所までは同じ径で流用できます。ちょっと材料が足らないかもしれません。


とりあえず、3分割してみました。

ハイパーモタードのフランジはプレス品でサイズが大きく、フロントのスイングアームに干渉します。オリジナルは6mm厚のステンレス板で小ぶりに作られています。フランジも作り直す必要があります。

ヤフーオークションで6mm厚のSUS304板を購入しました。

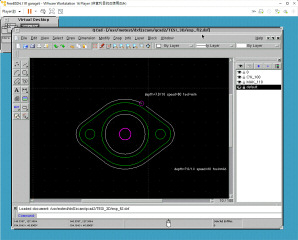
オリジナルのフランジの外形を参考にQcadで図面を書きました。

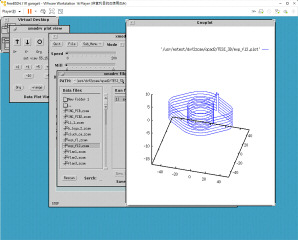
母屋のPCでガレージと同じFreeBSDが仮想環境で動くので、図面をコピーしてCNCデータに変換して、ツールパスを確認します。1mmつづ削ります。
材料が足らなさそうなので、ヤフーオークションでムルティ1100のエキパイ一式が547円で売っていたので追加で購入しました。O2センサも付いてお買い得です。

7月29日
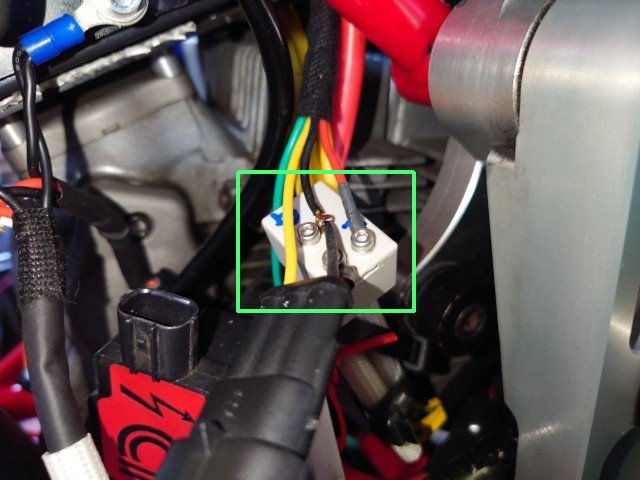
ムルティ1100のエキパイ一式が到着しました。赤枠のO2センサは取り外しておきました。

フランジ用のSUS304板も到着です。

ステンレス用の溶接棒308L/1.6mmをアマゾンで発注しておきました。

溶接棒が到着しました。

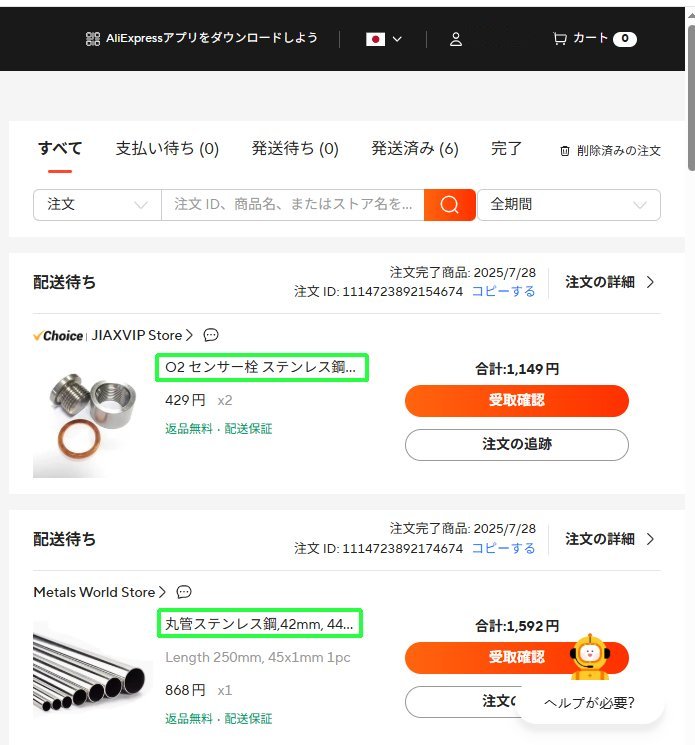
アリエクスプレスでO2センサの溶接栓と直径45mmのステンレス管を発注しました。溶接栓は18mmのタップがあるのでステンレス棒から作製できますが、止めネジも付いて1個500円なら買った方が安上りです。
7月30日
プレス品のフランジで固定穴をマーキングします。

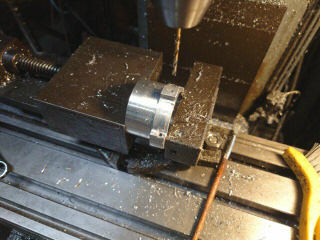
マーキング位置に8.5mmで穴開けして、フライスに固定し、以前作成したCNCデータで切削しました。チャックが緩んだのか、切り込みが浅く
なって、ちょっと失敗です。本来は7mm切り込むはずですが、貫通しなかったです。

1mmほど削れてなかったので、ボール盤で分離してから、エアリュータとベルトサンダで仕上げました。

部品取りエンジン取り付けて確認します。良いようです。

7月31日
ムルティ1100のエキパイの中でサイレンサに繋がる太いパイプは使いません。薄板溶接の練習用に切断しました。

8月1日
エキパイ作製の続きです。溶接機のバッテリやはりダメでした。2日間経ってセルモータが回らなくなりました。ジャンパケーブルでエンジンかけました。
バッテリはアマゾンで購入しておきました。

1mm厚のパイプの突合せ溶接を条件を変えてテストしています。緑の部分はそこそこ溶接できてます。タングステン電極は1.6mmですが、もう一段、電極を細くした方が良いかも知れません。緑の部分の条件は以下です。
・突合せの隙間をなるべく狭くする。
・低周波数パルスTIGを使い、周波数7Hz、ベース電流20A、パルス電流40A、デューティ30%。
・溶加棒を使わず、なめ付けする。
・下向き溶接のみ、長さは60度くらい1周を6分割。

ヤフーオークションで1.0mmのトリウム入り溶接棒を購入しました。トリウムの半減期は141億年みたいです(笑)。

ムルティ1100の触媒部からエキパイを切り離しました。錆びているので、磨いておきました。

切り出したエキパイを繋げて、大まかに並べてオリジナルと比べてみます。磨いてあるのがムルティのもの、それ以外はハイパーモタードのものです。ジョイントは残して2分割で作製します。

アリエクスプレスのO2センサの接続栓が到着しました。2個購入しました。

8月2日
アリエクスプレスで購入した45mmのステンレス管も到着しました。45mmのステンレス管はジョイントの2重部分の外側用です。練習用に接続栓のフランジのみ2個追加購入しました。

アマゾンのバッテリも到着です。充電してから、発電機に入れます。たまにしか使わないので、ソーラの補助充電器を付けたいです。

8月3日
発電機のバッテリ交換しました。

1.0mmの溶接棒が来たら直ぐに溶接できるようにジョイントの2重部とスプリングフックを作製しました。左のオリジナルのようにエキパイのジョイント部は2重になっています。45mmのパイプを長さ20mmに切って溶接します。スプリングフックは3mmのステンレス棒から作りました。

1.0mmの溶接棒で条件出し用の突合せも再作しました

8月8日
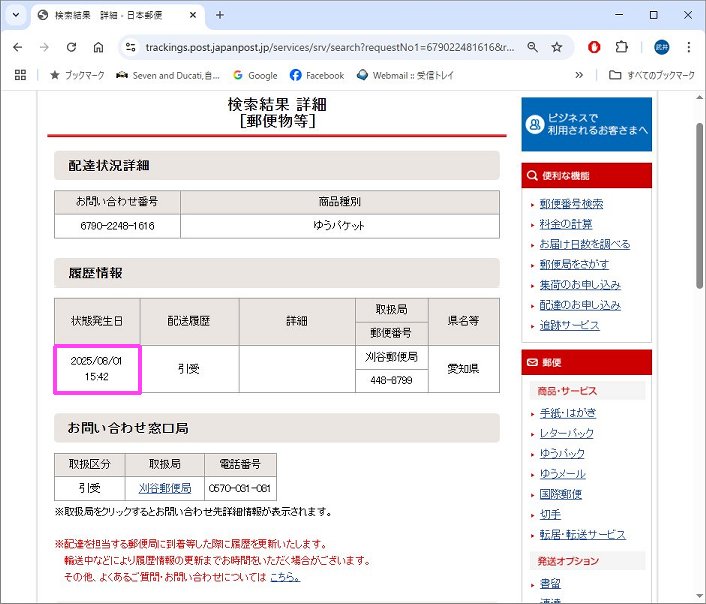
1.0mmの電極は8月1日の夕方に名古屋の仮谷から発送されましたが、7日時点で地元の局に届いてないです。

8日の午後にやっと到着しました。早速トーチに取り付けてみました。ガスレンズ+パイレックス仕様です。

8月9日
1.0mmの溶接棒で練習していますが、自動溶接面の濃さが濃すぎて、細かい所が見えないです。一番薄い切断用の5でも見えないです。壊れているのかもしれません。

溶接面がないと作業が進まないので、アマゾンで安売りの溶接面を購入しました。安いのでまた、壊れるかもしれません(笑)。
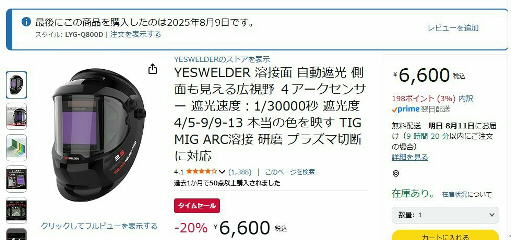
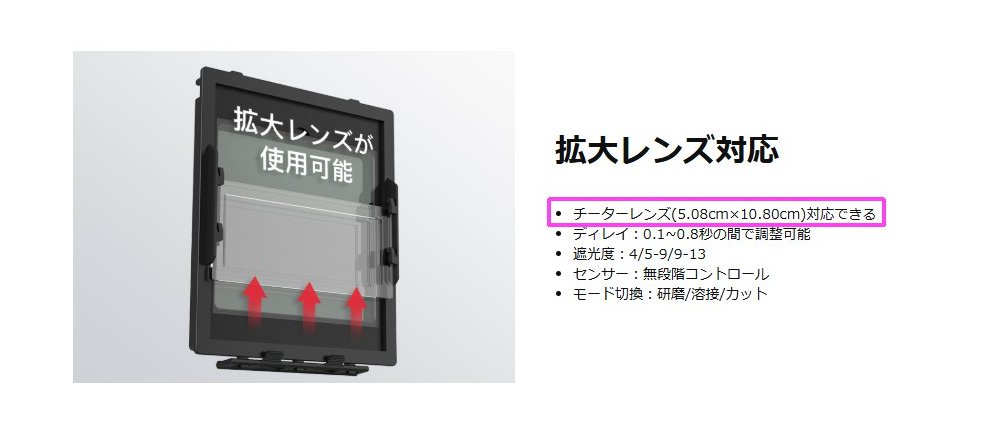
今回は拡大レンズが付けられるタイプです。
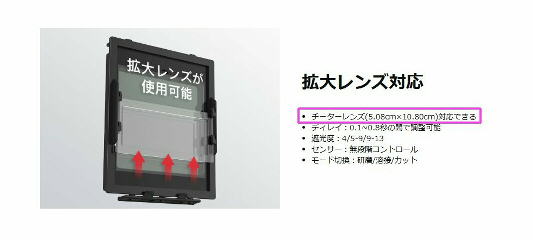
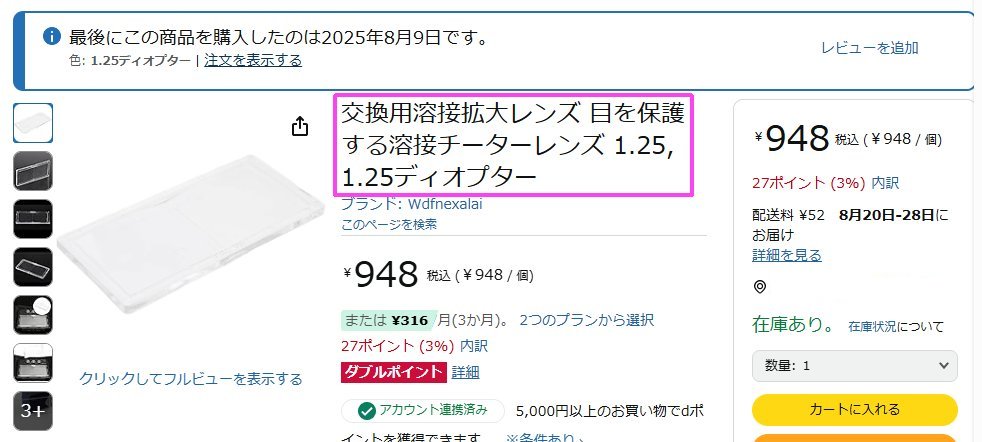
1.2倍、1.75倍の
拡大レンズも購入しました。
8月10日
溶接面を確認します。ボリュームを回しても一番暗いままで、調整できないです。

裏側のケースを外して濃度調整のボリュームを確認しましたが、接触不良ではないようです。制御基板が壊れているようです。

8月12日
新しい溶接面が届きました。以前のものに比べて一回り液晶の面積が小さいです。代わりに両側面に透明部があり視野が広くなっています。テストボタンの動作は良好です。後は長持ちしてくれると良いです。拡大レンズは別のショップなので、まだ届いていません。

早速、新しい溶接面でテスト溶接してみます。細かい部分が見えるので、突合せの堺を狙えます。

8月13日
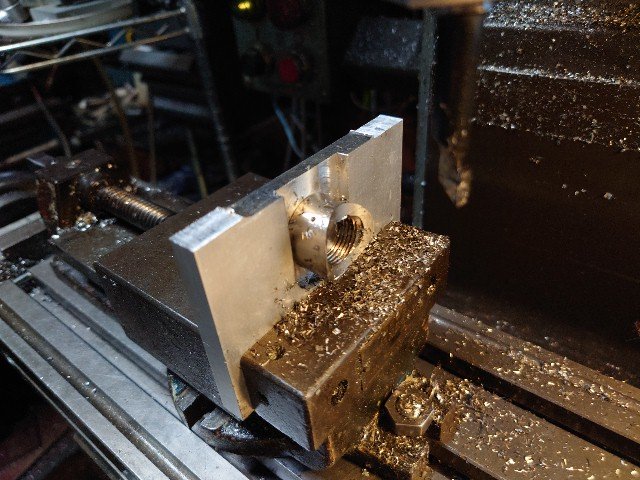
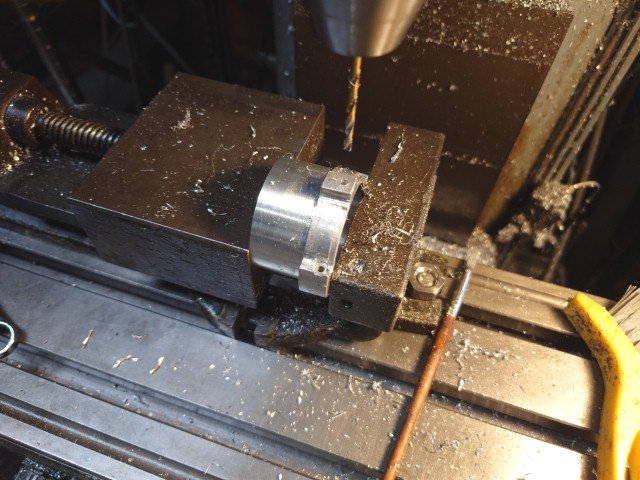
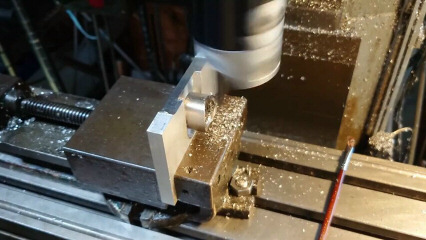
O2センサのフランジは4輪用なので、溶接部のRが大きいです。テージの40mmに合わせて削ります。マシンバイスで掴めるように10mm厚のアルミ板でジグを作りました。

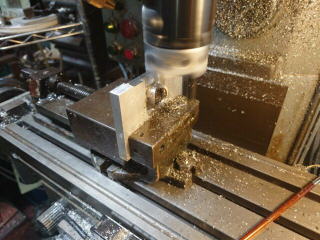
ジグをマシンバイスに固定して、ボーリングバーでゆっくり削りました。クリックすると短い動画をダウンロードします。
加工終了です。

8月15日
本番の前にO2センサのフランジ溶接の練習をします。

条件を変えてテスト溶接しています。フランジは厚みが厚くて、エキパイは1.0mmなので熱のかけ方が同じだと、エキパイが溶け落ちます。熱の配分を考えて低周波パルスでフランジとエキパイに熱を入れながら溶接します。緑枠は良い感じです。

本番用のフランジもR加工を行います。
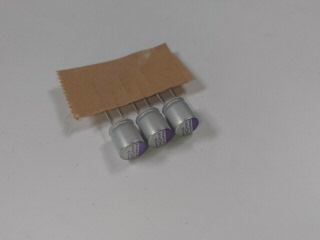
ヤフーオークションで330uF/25Vの個体電解コンデンサを購入しました。インジェクタの電源に入っているコンデンサと交換します。
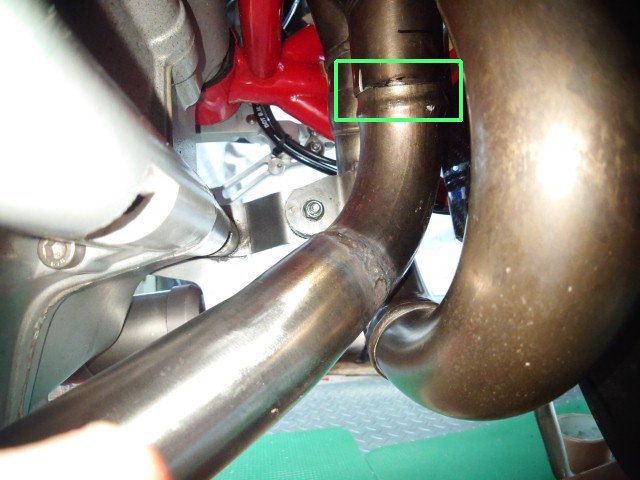
エキパイを仮止めして、O2センサの固定位置にマークを付けます。

マークの位置に穴開けしてフランジを固定して溶接しました。ちょっとイマイチになりました。


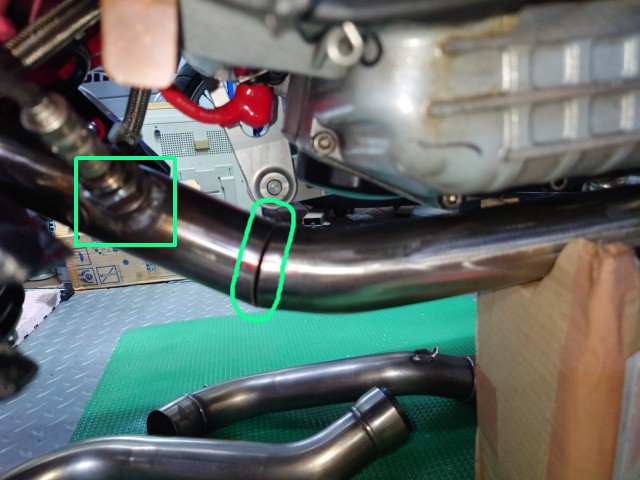
再度仮止めして、緑枠にO2センサを取り付けてみます。良いようです。中央の緑枠は2段目との角度を調整です。

8月17日
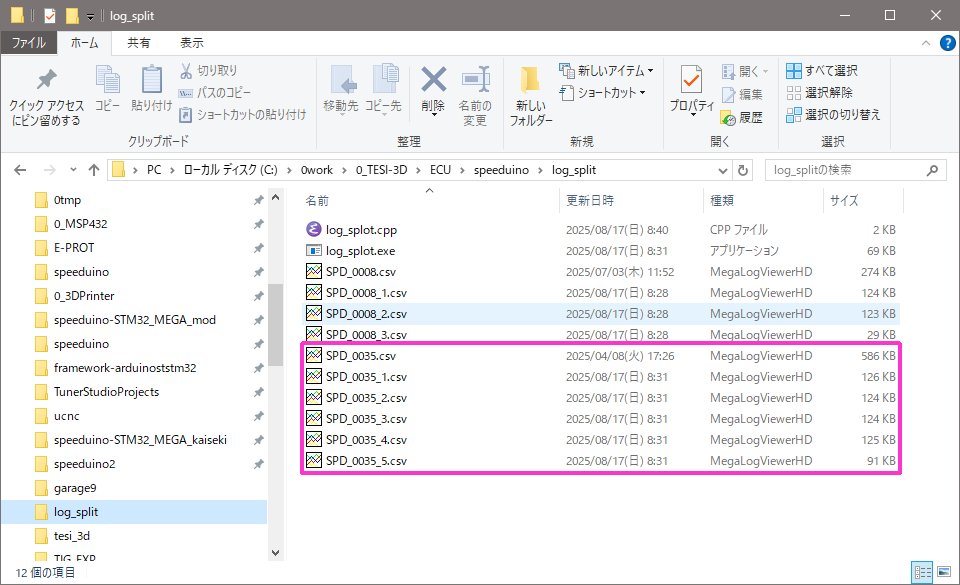
Speeduinoの無償のログビューアは大きいログは先頭の500ステップしか表示できないです。SDログはCSVなので、簡単に分割できます。
先頭にあるヘッダを取っておいて、490行毎にヘッダを付けて分割するプログラムを作成しました。
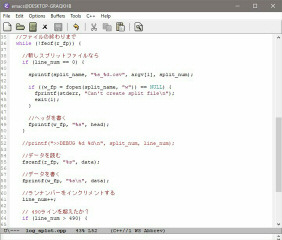
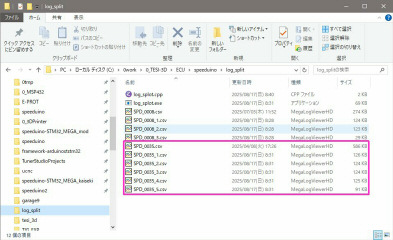
550Kバイトのファイルを引数に実行すると、5個に分割されます。良いようです。
水平気筒のエキパイ作製の続きです。エキパイをバイスに挟んで突合せます。

なめ付け溶接しました。なぜか、練習より本番の方がイマイチです(笑)。

車体に仮止めして、3段目をジョイントで繋げてみました。良いようです。

8月19日
ダイレクトイグニッションの電源のフィルタのコンデンサを個体電解コンデンサに交換します。とりあえずのバラック組みだったので、手持ちのタカチの小さい30x20x18mmのプラスチックケースに部品を入れます。

ケースの裏蓋にラグ板をネジ止めしてインダクタと新しいコンデンサを半田付けします。

裏側にも配線用のラグ板を3つ出します。

セメダインスーパXの黒で絶縁と振動防止をしておきます。

8月20日
ダイレクトイグニッションの電源のフィルタの続きです。セメダインスーパXのクリアで接着してケースを閉めます。

8月21日
ケースに入れたフィルタを車体に戻しました。

8月23日
水平気筒のエキパイの続きです。3段目と4段目の長さを調整します。場所が狭く、角度と長さを合わせるのが凄く大変です。


3段目と4段目を溶接しました。初め、なめ付けしたのですが、少し隙間があったのか、穴が開いてしまったため、1.6mmの棒を使って溶接しました。イマイチになりました。

溶接の終わった3と4段目をXジョイントに仮止めしてみます。良いようです。緑枠は45mmで2重にする部分です。また、Xジョイントと繋ぐ、スプリングフックの溶接も必要です。

2重部分の練習をしていますが、難しいです。45mmのパイプが基礎部分に密着していないので、溶け落ちが早いです。2重部を作らないで、高耐熱シリコンシーラントで排気漏れを防ぐ手もあります。

8月25日
溶接した、3段目と4段目を3Mのベベルディスクで磨きました。

2重部分の溶接が難しいので、手持ちのA5056のアルミ棒から作製することにしました。外/内形を旋盤で切削します。

8月26日
ロータリテーブルでスリ割り部とスプリングフック部を残してツバの部分を切削します。

スリ割り部とスプリングフック部の固定用に2.5mmで穴開けします。
万力に挟んで金鋸でスリ割りします。

スリ割り部にタップをたてて、3mmネジでクランプできるようにします。4段目に取り付けてみます。良いようです。緑枠はスプリングフックです。

Xジョイントに結合してみます。緑枠が垂直気筒のエキパイとの間隔が狭く干渉しています。後で干渉部分を削ります。

8月27日
水平気筒のエキパイの続きです。干渉部分を削って、サンドブラストをしました。

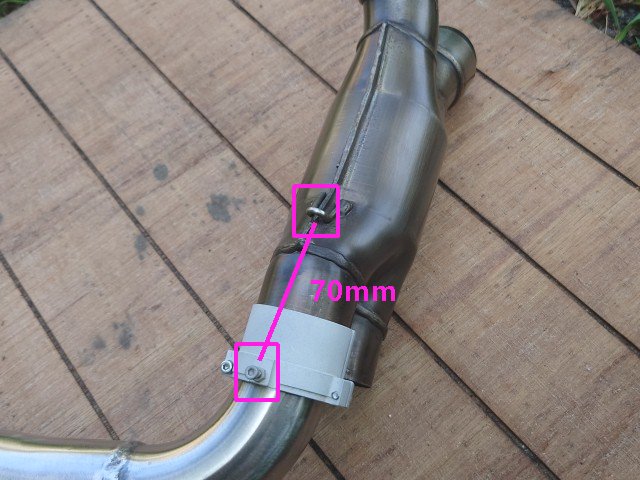
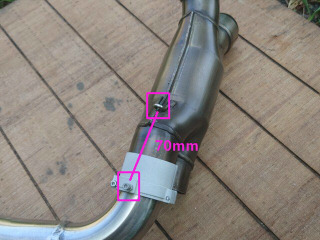
Xジョイントに結合してスプリングフックの間隔を確認します。約70mmでした。元は85mmだったので、新しいスプリングを購入する必要があります。
アマゾンで55mmと68mmのスプリングを購入しておきました。

完成した水平気筒のエキパイをオリジナルと並べてみます。

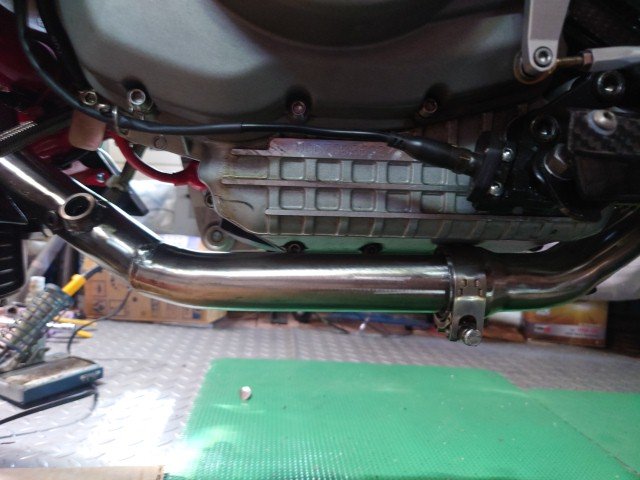
実車に取り付けて確認します。1/2段目から、3段目のジョイント部です。

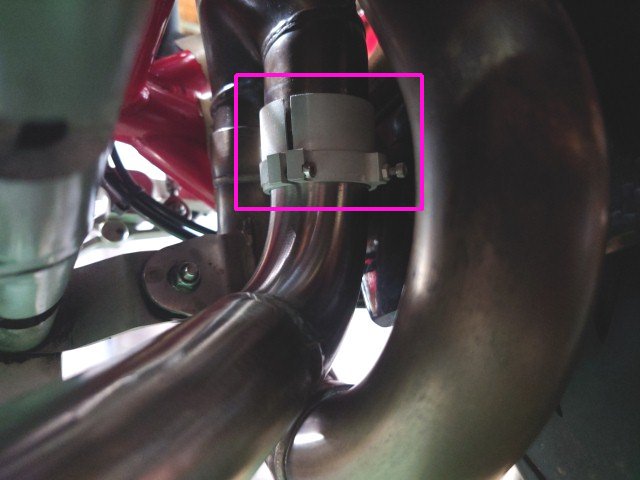
Xジョイントの接合部です。赤枠がアルミで作製した2重部とスプリングフックです。

Xジョイントにサイレンサに繋がるエキパイとサイレンサを接続して、各部の位置関係を確認します。良いようです。

8月28日
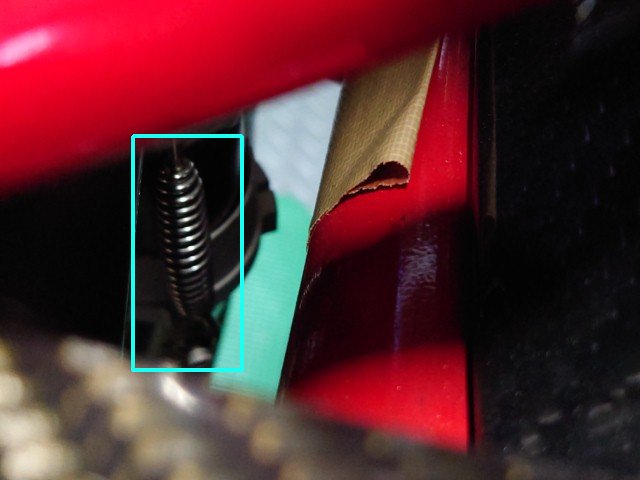
アマゾンのスプリングが到着しました。長い方を使いましたが、ちょっときついです。

9月7日
ベルト交換、水平気筒のエキパイ交換したので、ガレージ内でエンジンをかけて、ベルトの状態と排気漏れの確認をしました。クリックすると、約3.8Mバイトの動画をダウンロードします。良いようです。

隣町のスーパマーケットまで試走しました。9月になりましたが、気温35℃でまだ暑いです。

9月15日
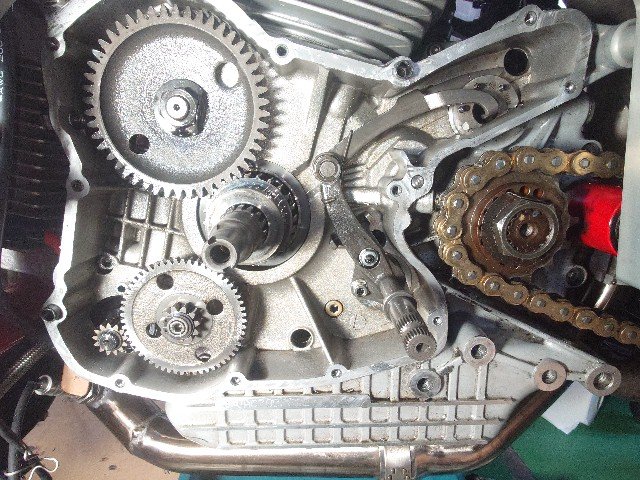
前回、始動性が悪かったのでガレージ内で確認していたところ、バックファイヤが発生して絶不調になりました。ウェイクラッチが滑っているようです(泣)。動画は点火系をオフにしてセルモータだけの駆動で、圧縮の高い所で滑って、戻されているようです。この状態ではパルスホイールが逆回転してシンクロスが発生し、ECUは正しい制御ができなくなります。2月に組み込んだワンウェイクラッチはスタータドリブンギアのみEbayのムルティストラーダの中古、ワンウェイクラッチとフランジはアリエクスプレスの安売りの新品を使いました。ムルティストラーダのスタータドリブンギアとアリエクスプレス部品の相性(寸法、加工精度)の問題か、アリエクスプレスの出来が悪いかの、どちらかだと思います。クリックすると短い動画をダウンロードします。

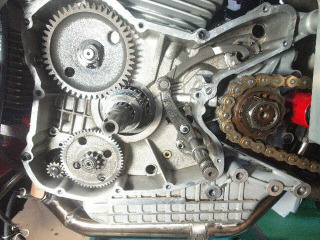
早速、分解して確認します。オイルを抜いて、ジェネレータカバー周りに付いている部品と配線を外します。クラッチロッドもクラッチ側に寄せておきます。

DIYで作製したSSTを使ってジェネレータカバーを外します。オイルが流れるので、下にオイルバットを置いておきます。

シリコンシーリングが強力に接着しているので、少し難儀しますが、ジェネレータカバーが外れました。

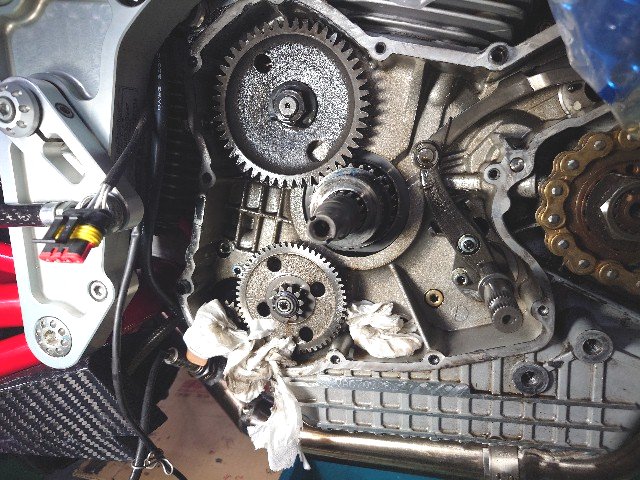
その後、センタナットをヒートガンで5分ほど加熱してネジロック剤を緩ませてから、DIYで作製したフライホイールの周り止めSSTを使ってフライホイールを取り外しました。

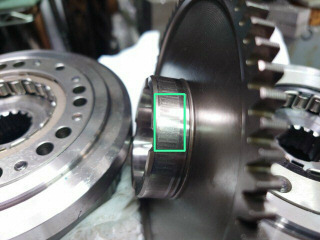
左が取り外したアリエクスプレスで購入したワンウェイクラッチとフランジ(軽量穴開け加工入り)を組み込んだフライホイール、下は取り外したムルティストラーダの中古スタータドリブンギアです。右は温存したあったムルティストラーダのスタータドリブンギアとワンウェイクラッチの入った中古フライホイールです。

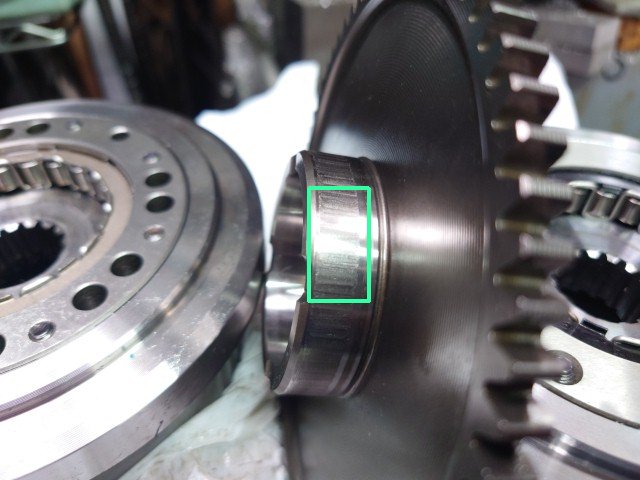
スタータドリブンギアの接触面を確認してみます。少しスジが入っていますが、大きな摩耗はありません。前回のように重症じゃなくて良かったです。前回は接触面の摩耗がひどく、ワンウェイクラッチのスプリングとコマもバラバラになっていました。組み立てはムルティストラーダのワンウェイクラッチとフランジが組み込まれた中古フライホイールに交換する予定です。
9月17日
Temuで購入の帽子とシャツです。許可を取って売っているのか不明です(笑)。

ワンウェイクラッチ交換の続きです。ジェネレータカバーとクランクケースの接触面のシリコンシーリングを取ってオイルストーンで面研します。

Ebayで購入の中古ムルティストラーダのスタータドリブンギア、ワンウェイクラッチ、フランジをセットにして組み込みます。赤枠のマークを合わせます。

フライホイールを回り止めSSTで固定して、ナットに中強度ネジロックを塗って270Nmで締め付けました。トルクレンチを135Nmにセットして、柄の長さを倍に延長しました。

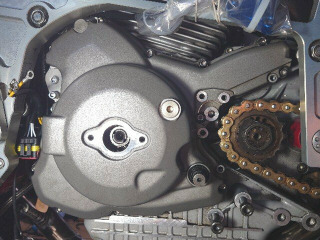
ジェネレータカバーとクランクケースの接触面を脱脂して、ジェネレータカバー側にシリコンシーリングを塗ります。

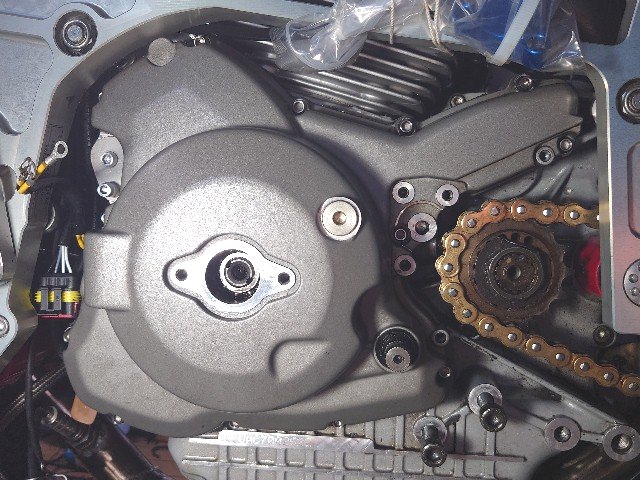
ジェネレータカバーをエンジンに戻しました。13本の6mmボルトで固定します。
9月18日
ジェネレータカバー周りに付いている部品のセンタキャップ、クラッチレリーズ、シフトロッド、スプロケットカバー、サイドスタンドを戻しました。

抜いたオイルを戻そうと思ったのですが、真っ黒なので止めました。
前回と同じ銘柄のオイルを注文しておきました。

9月19日
アマゾンで購入のオイルが到着しました。

9月24日
新しいオイルを入れました。
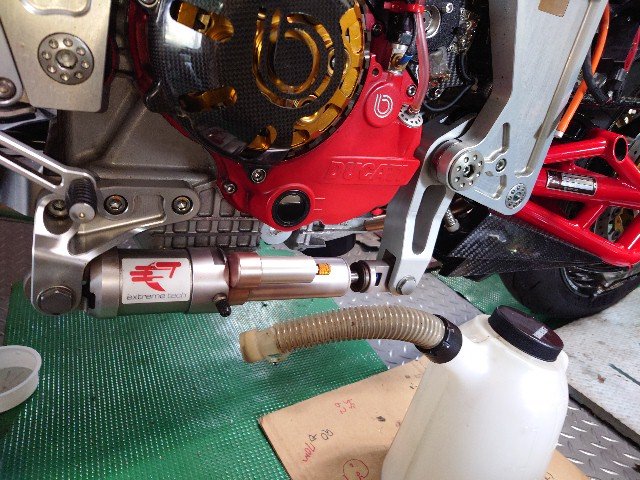
水平エキパイ、軽量プーリ、ワンウェイクラッチ、オイルを交換したので、少し遠くまで試走をします。走行前の暖機中です。

鶴ヶ島のクックーYに向かっています。毛呂山のイオンタウンで休憩中です。

クックーYに到着しました。片道約30kmです。

帰りは鶴ヶ島から嵐山小川まで高速を使い、無事帰還しました。