ジャンクで目指す
走査型電子顕微鏡のページ
その2:真空環境の整備
2014年
10月25日
油拡散ポンプの付属品はオイルでベトベトなので、お風呂の熱湯でクリーニングします。お湯の温度は低いので、完全には落とせません。スチームクリーナが欲しいところです。

こちらは先週からの続きで油回転ポンプのシャフトのオイルシールが到着。

再度、ケースを分解します。

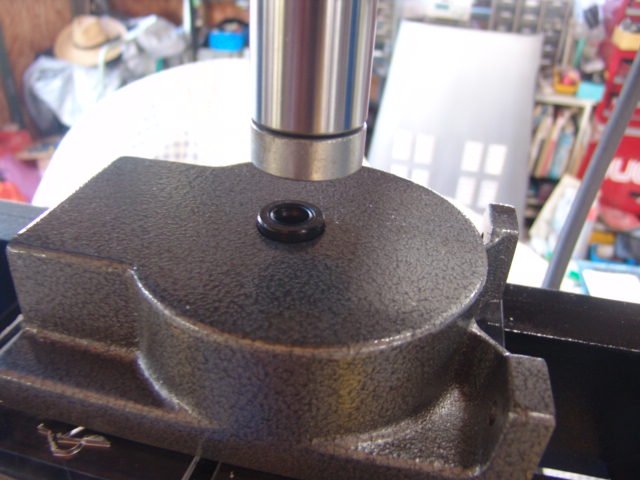
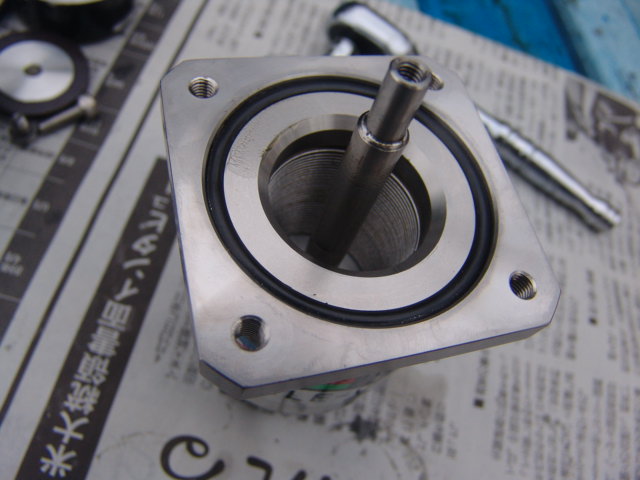
シャフトのオイルシールを油圧プレスで圧入。

油回転ポンプ組み立て完了。

油拡散ポンプのクリーニング完了。排出側の細部を見てみます。

仕様書によると、排出側はNW10と書いてあります。実物は双方にテーパが付いていてOリングで気密されています。本来、NWはテーパではなく、センタリングを使った平面気密です。不思議です。クランプは”C”型で、”ISO10−16”とあります。ホースの取り出し口は16mm。

油拡散ポンプを仮組みしてみます。Oリングとセンタリングの形状から付属品を組み立てると左写真のように順番なります。ちなみに、下からポンプ本体、センタリング(赤色)、水冷バッフル、バルブ、センタリング(赤色)の順です。ebayの写真を見るとバルブの下にセンタリングがあります。固定ネジは半分緩んでいたので、たぶん間違えて組み立てて写真を撮ったんでしょう。


付属品のバルブは開閉用ハンドルが無いのでシャフトのリングに5mmのタップを立てます。

手持ちのハンドルを取り付けました。動作良好。


油拡散ポンプの内部部品もお風呂でクリーニングします。焦げ付いたところもあり、ワイヤブラシで落とします。こんな簡単な機構で高真空が作れるっていうのはいまいち想像できません(笑)。

こちらは油回転ポンプ。真空ホースを取り付けました。

油拡散ポンプに付属していた延長接続部を半分に切断しました。左側だけ使いベルジャーのベースに接続するためのフランジを溶接する予定です。

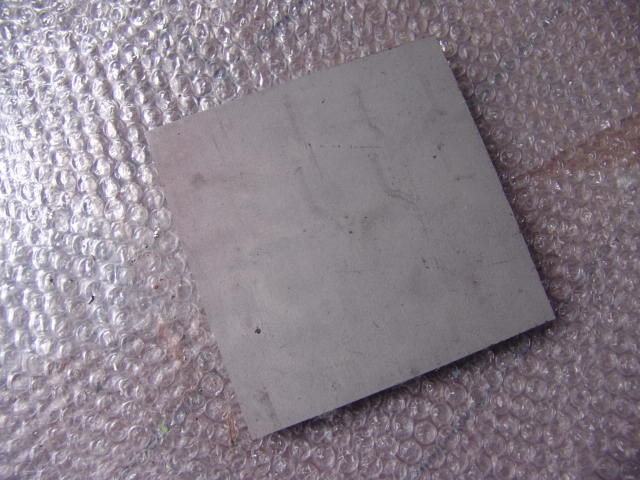
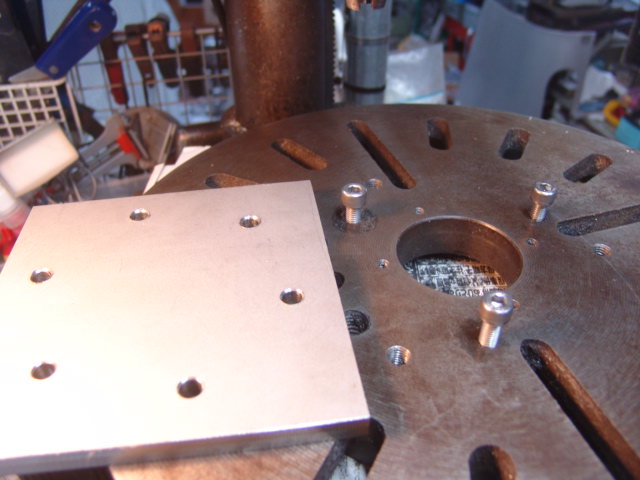
ベルジャーのベース板が来ました。25mm厚の300x300mmのA5052。真空用はほんとはステンレスの方がいいですが、値段が高いのでアルミにしました。


油拡散ポンプの内部部品を仮組みします。切断した延長接続部を乗せるとこんな感じになります。


モノタロウで購入した油拡散ポンプ用オイルと真空グリスです。

10月26日
ベルジャーのベース板を旋盤の面盤に取り付けてみます。ぎりぎり回ります。排出口とベルジャー用のOリングの溝を加工する予定です。モノタロウからベルジャー用のOリングが来たのですが、サイズを間違えて送ってきたようで、交換中。

イオンゲージのゲージポートを自作します。とりあえず使えそうな管用呼び1のステンレス長ニップルとホースジョイント袋ナット。1インチのイオンゲージが入ります。

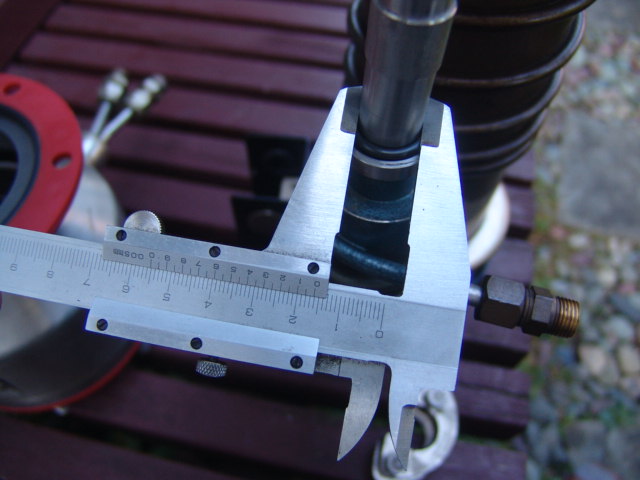
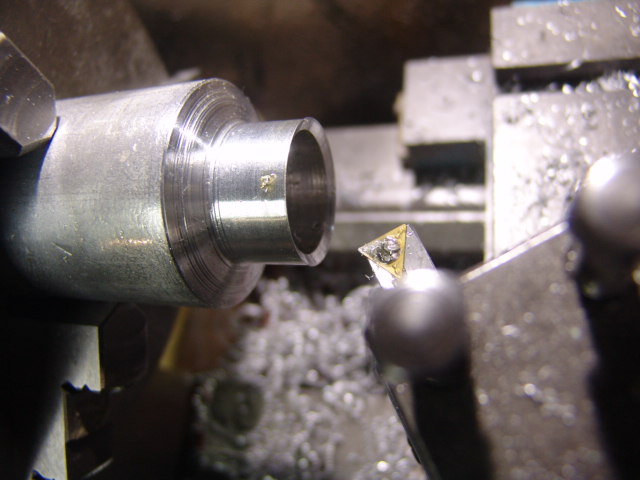
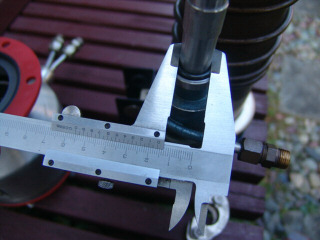
Oリング用のテーパリングを作製します。約30度のテーパ加工。


テーパリング作製完了。1インチのイオンゲージにフッ素Oリング、テーパリング、袋ナットを入れてみます。逆側にテーパスリーブを作製する必要があります。

10月28日
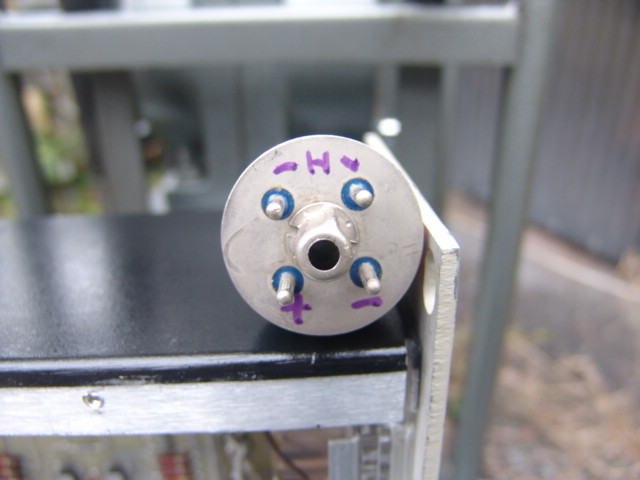
油回転ポンプの性能を確かめるために、熱電対真空ゲージを使って真空を測る準備です。真空計側のピン配置はわかりましたが、ゲージ側のピン配置をWEBでしらべるといろいろ出てきます。ここにズバリそうなのがありました。1−2(1−3)がヒータで3−4(5−7)が熱電対。3はプラス側。
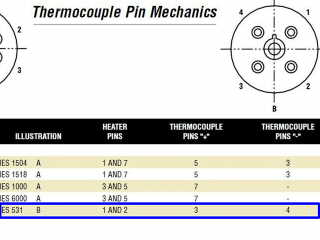
テラダイン製の別のデータシート、これでは3−5がヒータで7が熱電対になってます。

別のユニバーサル熱電対真空ゲージ管駆動では上記とは違う別のピン配置で1−7がヒータ、3−5が熱電対。ん〜どれが正解なのか?各ピン間の抵抗は低く、ヒータと熱電対の区別が付きにくいです。
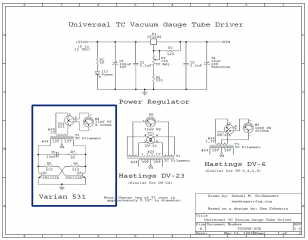
参考ページで紹介しているベンさんが熱電対真空ゲージを紹介しています。これ参考になります。ゲージ全体を暖めると、熱電対の端子が分かりそうです。なるほど〜、これが一番確実そう。
11月1日
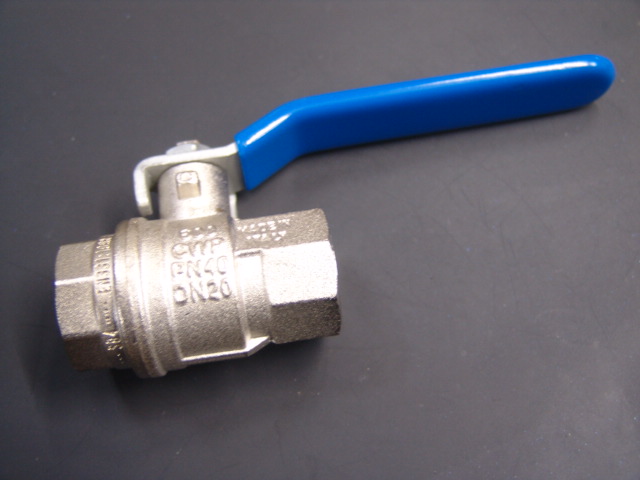
モノタロウで購入の呼び3/4のバルブとニップル。粗引き用のです。


こちらは、各種Oリング。

ベルジャーベースに接続するフランジ用の12mm厚のSUS304板。

SUS304のTIG溶接棒です。

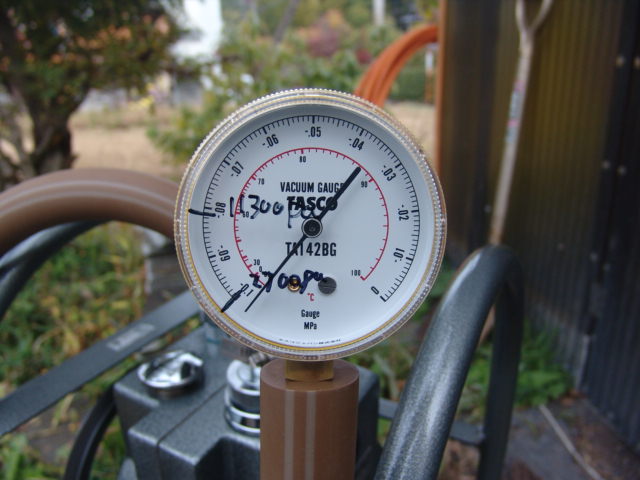
油回転ポンプが復活したか確認するためのブルドン管真空計です。目盛りはゲージ圧表示(大気圧が0真空側がマイナス)で0MPaから−0.1Mpaまで書かれてます。大気圧が少しずれているのは低気圧だからでしょうか?

間違えて送られてきて交換したベルジャーのOリング、正しいものが来ましたが、少し大きかったです(泣)。一回り小さいV−265はモノタロウでは買えないみたいです。

イオンゲージのゲージポートの作製の続きです。固定用の袋ナットは管用平行ネジの呼び1な
ので、ピッチはインチ系で1インチに11山で
す。当初、いっしょに購入した同じ径のニップルを加工して固定する予定でしたが、内径が細く、テーパスリーブ自体にネジを切った方がよさそうです。で、ガ
レージの旋盤でインチの11山が切れないか確認してみます。左は旋盤に付属のネジ切用の交換ギアです。親ねじは5mmな
ので、基本的にミリネジしか切れないですが、近似値でインチネジも切れます。11山は約2.3mmです。旋
盤の取説にインチネジの近似表があり、オプションの55歯と85歯を追加すれば2.3mmピッチが切れると書いてあります。計算式はピッチ=5.0*
(50/70)*(55/85)=2.3109です。55と85は標準では付いていません。当初、このギアは標準品で直ぐ買えると思ったのですが、よく調
べてみると、歯
数50の直径が82.5mmでモジュール1.5より大きいです。インチ系のギアのようです(おいおい)。ネットでインチ系のギアをしらべ
るとDP(ダイヤメトラルピッチ)でギアの大きさを表していて、DP16がモジュールに換算して1.5875で(50+2)*1.5875=82.55で右写真と合います。
アメリカの通販ならこのギアが買えますが、元々、近似なら別の組み合わせで2.3に近くなるのはないか調べてみました。ピッチ=5.0*(40/100)*(80/70)=2.2857となって、短いネジなら嵌りそうです(笑)。


熱電対真空ゲージのピン配置の続きです。ベンさんの動画にあるようにセンサゲージをヒートガンで温めて、端子をテスターの熱電対温度計のコネクタに接続し、熱に応答するピンが分かりました。

分解組み立てした粗引き用油回転ポンプの性能を調べてみます。

真空ホースにブルドン管真空計を付けて、電源を入れます。全然引けてません。ダメです。真空計はただ、刺しているだけですが、空気は漏れていません。この手の真空計であればほぼ真空のー0.1MPaの直ぐ近くを示さないといけません。やはり分解組立しても性能は復活しなかったようです。どこかで漏れていないか石鹸水を掛けてみましたが漏れてません。基本的に油回転ポンプはほとんどオイルに浸かっているので漏れる所は無いので、当たり前ですが。オイル潤滑ができていなのか確かめるために、吸気管内にオイルを入れてみましたが同じでした。あとは内部のベーンが密着していないかでしょうか?


ベルジャーベースを面盤に引っ掛けて固定するアイボルトをホームセンタで購入してきました。

ベルジャーベースに固定用の穴加工をします。
アイボルトを加工してベルジャーベースが面盤に固定できるようにします。仮組みしてみました。


油拡散ポンプのヒータは200V仕様なので、とりあえずステップアップトランスを使用して使ってみることにしました。ヤフオクで購入した400V−>200Vステップダウントランス。逆接続して200Vがでることを確認しました。

11月2日
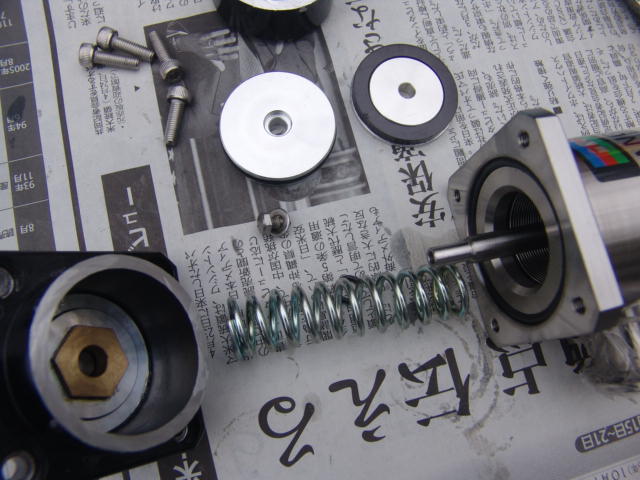
油回転ポンプの再調整です。分解時に変更したのは適当に買ったスプリングのみです。再度分解して、弱いスプリングに変更してみます。同じスプリングですが、ラジオペンチで少し変形させ、同じ長さで巻き数が多くなるようにしてみます。スプリングが小さくてラジオペンチではあまり巻き数をつめられません。

再組立てして測定。ブルドン管真空計が振り切れてます。だいぶ良くなりました。


熱電対真空ゲージのピン配置が分かったので、上の状態で油回転ポンプを測ってみます。ピン配置はユニバーサル熱電対真空ゲージ管駆動のピン配置1−7がヒータ、3−5が熱電対で間違いなさそうです。簡易ケーブルを作製して接続します。


電源OFF時に真空計のメータを右に振り切れるようにゼロ調整します。

ヒータはなぜか1ch/2chとも200mAに設定されています。WEBの情報では165mAとなっています。だいぶ高く設定されてます。とりあえずこのまま。電源を投入して大気圧に開放するとメータは1気圧の”ATM”の中央にきます。一応、ここまで順調。


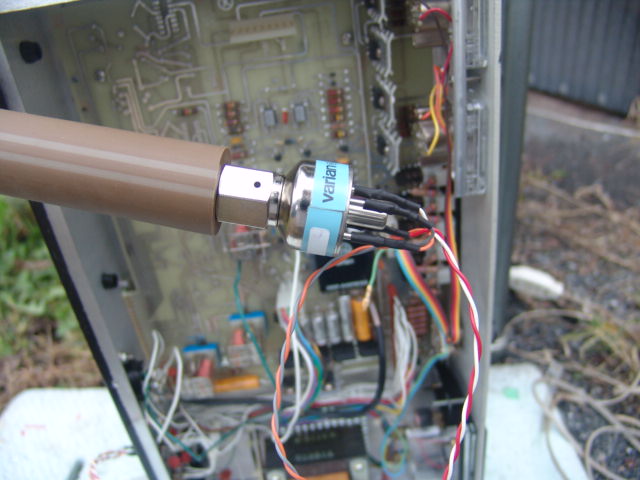
ホースに熱電対真空ゲージを入れてポンプを駆動します。先端の形状は2種類あって、双方ともちょうどホースに入り、漏れ無し。漏れるとポンプの音が変わるのですく分かります。


双方のゲージとも約1000ミリTorrを指しています。これはPaに変換にすると133Paになります。ポンプの規定よりだいぶ高いです。ちょっとスプリングを調整しただけでブルドン管真空計が振り切れたので、もう少し弱いスプリングがにすると、さらに下がるかもしれません。


ヤフオクで購入したアングルバルブが届きました。NW25サイズのべローズタイプ。圧搾空気駆動です。電磁弁やスイッチも付いていましたが、今回は使いません。真空を作る環境でコンプレッサを動かすのはガレージの電気が足らなくなりそうなので手動に改造します(笑)。

早速、エアシリンダ部をディスクグラインダで割ってみます。無事、ピストンを分離できました。


ロッドを引けば、バルブが開きます。右はシリンダ部を旋盤で端面仕上げしたところです。ロッドは5mmのネジが嵌ります。


ア
ングルバルブは延長接続部に取り付けますが、延長接続部は油拡散ポンプの排出側と同じテーパ面です。大きさはNW25とほぼ同じ、多分Cクランプで締め付
けて結合させると思われます。右はモノタロウで購入しておいたOリングをNW25に乗せたところ。Oリングのサポートを作れば結合できそうです。


延長接続部とベルジャーベースを接続するフランジを作製します。フランジには6箇所、穴加工をして、面盤に固定用の3つ穴をあけ、タップを立てておきます。

面盤に固定して、センタ穴加工し、次に延長接続部を接続する穴を拡張します。時間切れで来週に持ち越し。