ジャンクで目指す
走査型電子顕微鏡のページ
その4:真空環境の整備
2014年
12月6日
モノタロウで購入した高真空のリークバルブの部品がきました。12mmのステンレスの長ナットと6角ボルト、フッ素ゴムOリングです。長ナットは1個売りが無く6個セット。右は大まかな図面です。

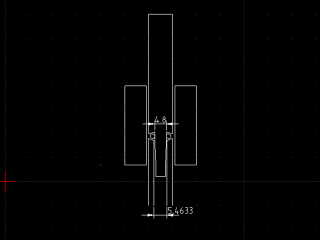
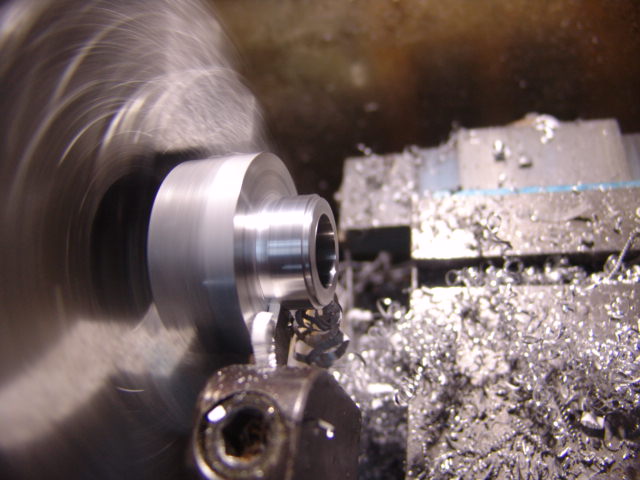
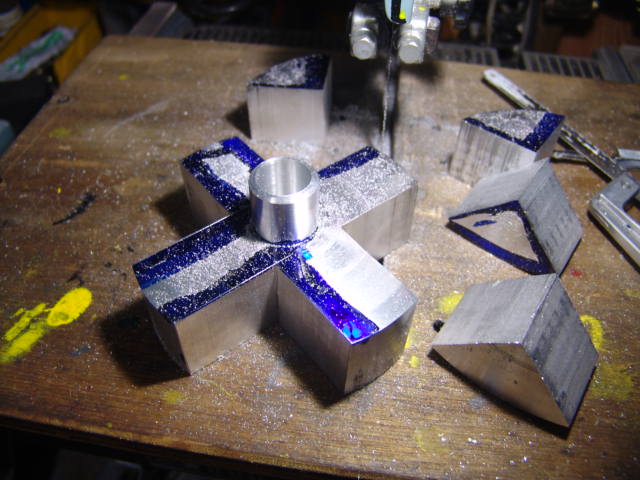
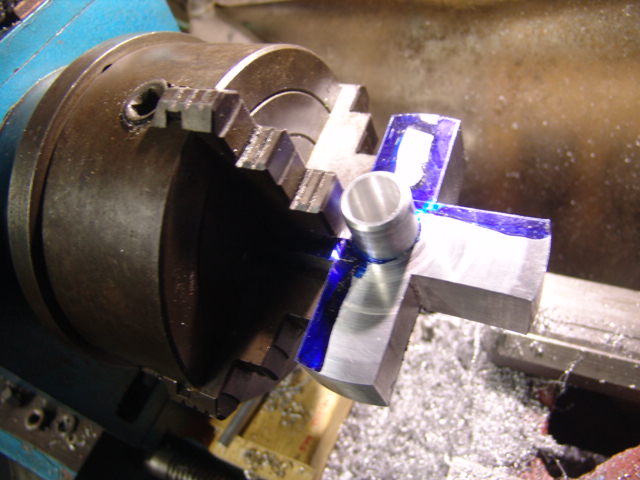
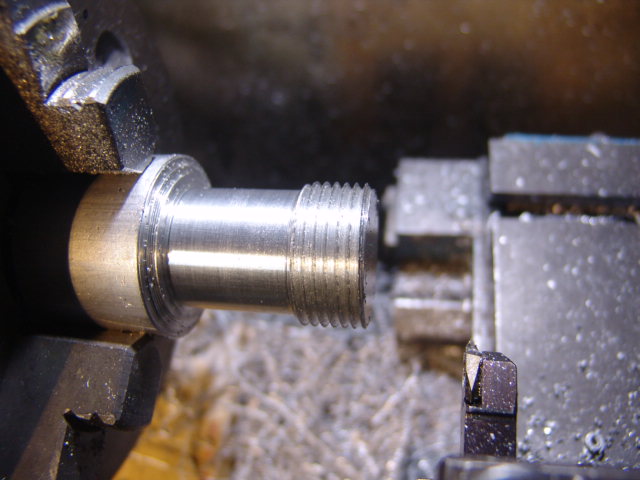
まず、固定側です。固定側はセンタに5.5mmの穴を開けます。その後、端面をテーパ加工します。

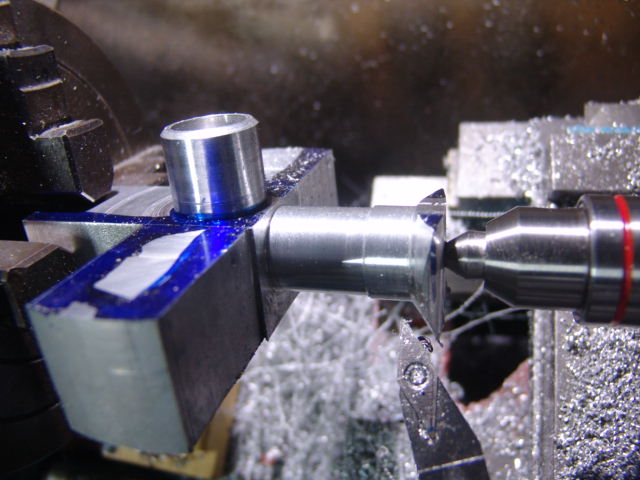
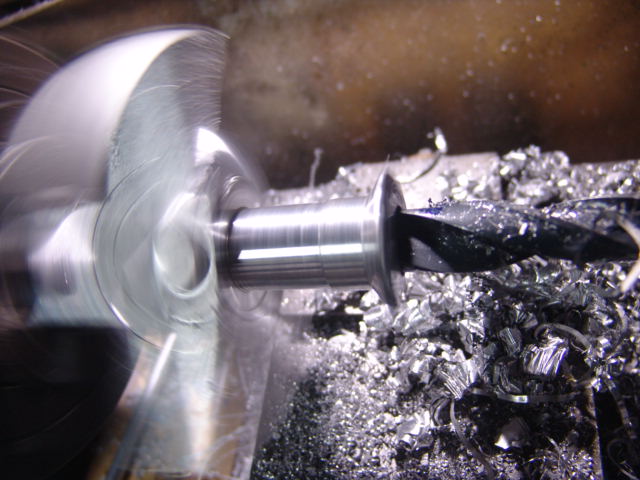
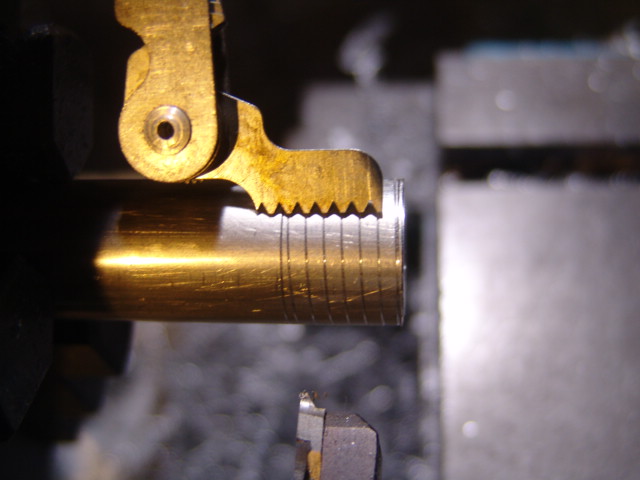
続いて回転側、手持ちの長い6角ボルトの先端に5mm(Oリング内径)のロッド部を作ります。その後、ロッド部の付根もテーパ加工します。

リークバルブの部品が完成しました。12mmはピッチが荒いので、本当は細目ネジの方がいいですが、長ナットがなかなか無いです。

細いゴムホースを使って真空ポンプに取り付けてテストします。中にセットしたOリング
が適当につぶれるように締め付けてポンプを起動します。何時ものように0.5Pa以下まで真空になりました。漏れはないようです。次はリーク
です。回転部を緩めてもリークしません。予想していた通り、これはOリングが固定側に張り付いてしまうからでしょう。

図面ではロッド部はテーパ加工で書いてありますが、簡単のためベルトサンダで斜めに削りました。これで回転部を緩めれば、Oリングとロッドに隙間できて、リークします。実際には延長接続部に溶接して高真空環境ができてから、再度テストする必要があります。

12月7日
延長接続部とアングルバルブのOリングサポートを作ります。NW25用の段加工をして適当長さで突っ切ります。

適当過ぎで少し寸法が短かったです(笑)。延長接続部の継手はNW25でないため専用クランプを作る必要があります。右は先週作ったNW25部を乗せたところ。


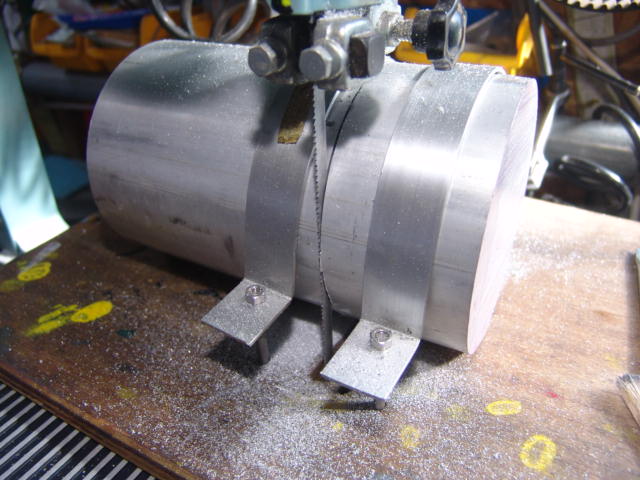
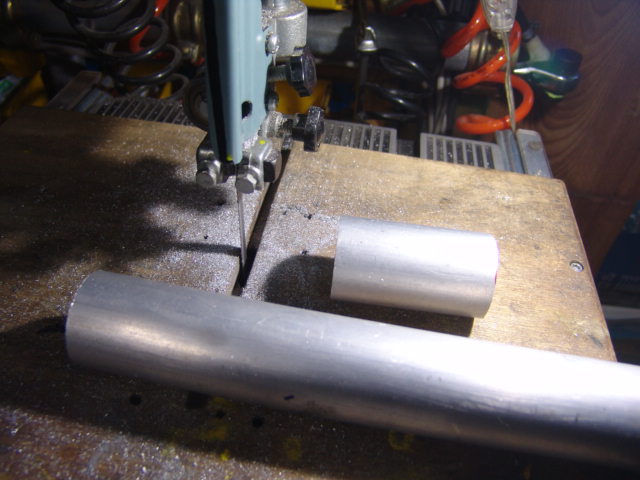
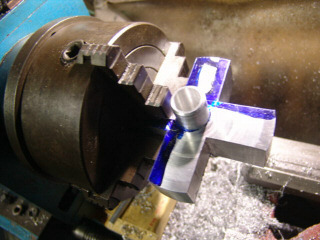
次はアングルバルブに接続するNW25のL字ホースアダプタのホース接続部を作ります。簡易コンタで120mmのアルミ円柱を約55mm幅に切断しました。元々は木工用のバンドソーのため剛性が低く、少しづつしか進みません。切り終わるまで40分くらいかかりました。


初めにNW25のフランジに溶接する部分を切削します。

センタ穴加工します。

続いて、簡易コンタで不要な部分を切り取ります。

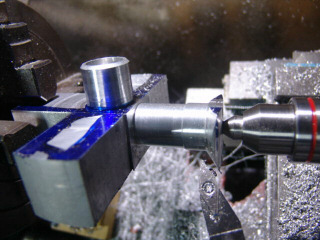
4つ爪で挟んで、ホースニップル部の外形を加工します。
センタ穴加工します。

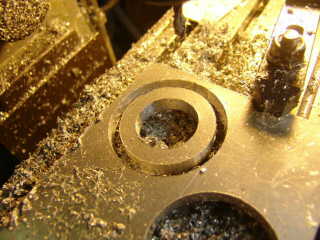
溶接部と穴が貫通しました。外形を段加工して、先端を面取りします。

L字の片側の加工が終了したところ。この後、L字のもう片側を加工して、いらない部分を切り落として完成予定です。

12月13日
L字ホースアダプタの作製の続きです。残っている片側の外形加工を行います。

続いて、18.5mmのドリルでセンタ穴加工します。

内径を20mmくらいまで広げ、先端を面取りします。

余分な部分は簡易コンタで切断します。

切り取った部分の端面を削ります。

L字ホースアダプタのホースニップル側が完成しました。NW25フランジ側と合わせてみます。早速、溶接しようと思ったのですが、アルゴンガスの圧力レギュレータが壊れました(泣)。ガレージのページ参照のこと。

12月14日
溶接ができないの別の作業をします。近くのホームセンタで真空環境用のラックを購入してきました。安売りで4000円で買えました。

ラックの下の段に敷くコンパネ(OSB)です。ポールの部分の逃げ加工をします。

ラックに付属のキャスタ(右)は華奢で軸受けはプラスチックです。左は真空ポンプに付いていたもの、もしかして合わないかと思いましたが、全然合いません。ラックに付属のキャスタは3/8−16のインチネジでした。モノタロウで購入できるので頼んでおきました。

ラックに機材を仮置してみます。ベルジャーの横に無理に真空計を置いたのですが、少し無理がありました。ベルジャーはもう少し右に寄せる予定です。19インチラックはそのままでは乗らなくなります。

ベルジャーベースの下に敷く敷板を廃品から作ります。21mm厚のべニアがあったので、これを使います。ベルジャーの部分をくり抜きます。4隅のみ残して、一回り大きくくり抜きました。


敷板が完成。ベルジャーベースを乗せてみます。

ラックの方もベルジャーの下の部分をカットしました。

コンパネとべニアの敷板は水性塗料で塗装します。ガレージの発電機の防音パネルの塗装の残りです。

早速、塗装の終わった敷板をラックに乗せてみます。真空計など電気系を乗せる所が無くなりました。ラックを上に延長するかな〜。

ベルジャーベースに延長接続部のフランジを置いてみます。この位置に排出口を開ける予定です。

12月20日
モノタロウで購入した部品が来ました。リークバルブ用のノブ。

油拡散ポンプ、水冷バッフル用の水冷用ホースです。

ラックのキャスタです。早速、取り付け。2つはブレーキ付です。


アルゴンガスの圧力レギュレータもモノタロウで購入したので、溶接ができるようになりました。ここ参照。早速、延長接続部にフランジを溶接しました。

続いてリークバルブを延長接続部に溶接します。ここまでステンレスの溶接です。

ここからアルミ溶接です。NW25継手とL字ホースアダプタを溶接しました。

延長接続部とアングルバルブのクランプをCNCで切り出します。1000番アルミのようで、やわらかくて切削しにくいです。

内径が35mmと27mmのクランプを作製後、簡易コンタで2つに分割します。

12月21日
クランプに穴あけ、タップを立てて延長接続部とアングルバルブを固定してみます。アングルバルブは本当のNW25なのでテーパが付いていて締め付けるとクランプが少し広がります。

油拡散ポンプを組み立てます。中をクリーニングして専用のオイルを75ml入れました。粗引きテストなので、まだ加熱はしません。

ラックに設置し、メインバルブを閉じてテストします。

左は粗引きバルブを閉めたところ、配管だけ真空にしているので今までと同様、メータは振り切れています。右は粗引きバルブを開いて油拡散ポンプの内も租引きしてみます。少し漏れているようで、油拡散ポンプの排出側(NW10、Cクランプ)の接続部を動かすと、メータが動きます。


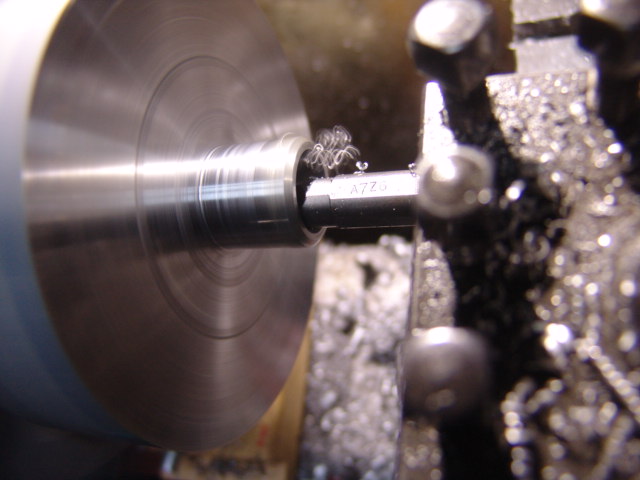
イオンゲージの1インチのゲージポートのテーパスリーブの作製を再開します。45mmのアルミ棒を簡易コンタで切断します。

旋盤のネジ切ギアです。インチ11山を近似値で切ります。本来の11山は2.309mmです。40−100−80−70のギアをセットします、このギアでは2.286mmです。アルミ棒でテストします。ゲージを当てて確認します。良さそうです。


早速、ネジ切りします。ハーフナットは外さず、エプロンを往復させ、袋ナットが嵌るまで、少しづつ切り込んでいきます。ネジ切り完了しました。次回、センタ穴加工と端面のテーパ加工の予定です。