XYZテーブルを3Dプリンタに改造する
第1回目
昔、もらったCNC-XYZテーブルを3Dプリンタに
改造していきます。
フライス盤で
3D
が切削できるようになったので、昔、廃棄処分でもらってきた
XYZテーブル
(組立前の状態は
ここ
)
を
3D プリンタ
(巷では大流行みたいですが〜これといって3Dプリンタで作りたい物もないのですが〜せっかく移動範囲の大きいXYZテーブルがあるので〜)に流用できないか
検討開始
し ました。3Dプリンタを初めて知ったのは2010年ごろに仕事で一緒になった別の会社のソフトウェア屋さんから聞いたのが初めで、3軸ロボットと加熱押 出器でプラスチックを積層していく機械があり、その部品もその機械で作ることができ、自己増殖するのだと。へ〜面白いものがあるもんだとWEBで調べた ことがありました。3〜4年前の話です。当初は
フライス盤で
3D
が切削できるように
なった流れだったのでEXTRUDERの制御(ヒータ温度、ステッピングモータ)とヒート ベッドの温度制御だけ外付けのマイコンボードで行い、樹脂の吐出を主軸 モータのON/OFFで制御して、それ以外の移動系は既存のCNCフライスのPCで行う予定でした。しかし、いろいろと調べていくと、
樹脂の吐出はON/OFFだけでなく、送り出し速度の可変やモータを逆回転で樹脂を垂れないようにする、など細かい
制御を行っていることが分かりました。そこで、
XYZのモータドライバは既存のものを使い、それ以外は
RepRap
流でいくこととしました。RepRapを参考にしますが、自己複製はできません(笑)。
2014年
6月14日(ガレージのページから分岐)
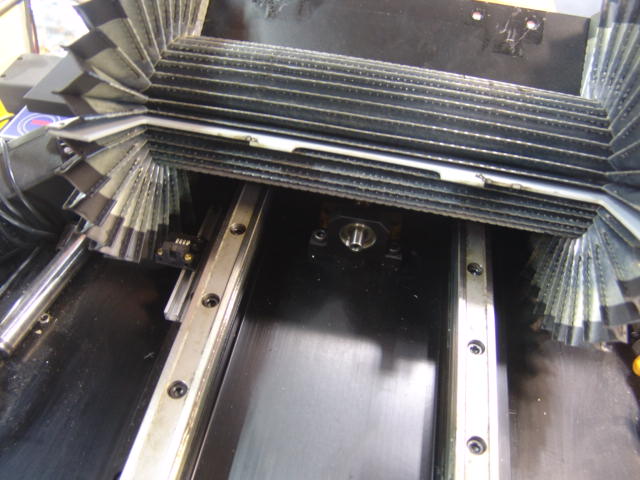
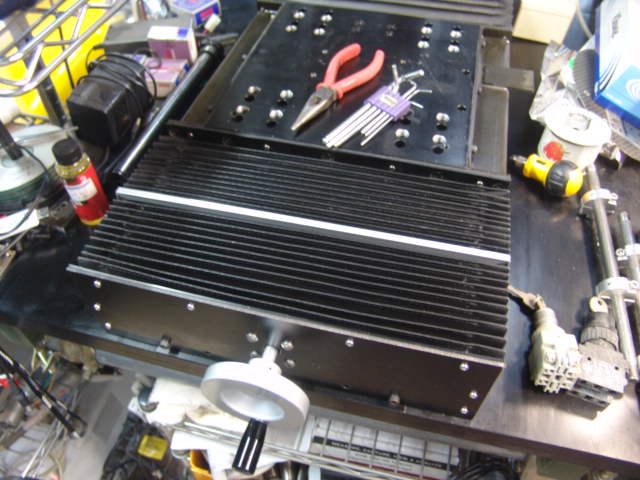
下の写真が組み立てた後、動作確認をしたままになっていた
XYZテーブル
です。製作物が奥へ移動してもZ軸のリニアスライドにぶつからないよう
にリニアスライドを
1
スパン
上に
上げ
ました。これにより、高さ150mmの作製物まで許容できるようになります。左右の写真は1スパン上げた
前
と
後
の写真。
6月15日
XYZテーブル
の
試運転
をします。XYZテーブルを組立たのは
この辺
で、2007年ですね。だいぶ昔です。この
XYZテーブル
を駆動する時はドライバの駆動モードを
2相
から
1−2相
に変更します。1パルスあたりの回転角度は
1/2
になりますが、
振動が減って滑らかに回るようになります。モードを変更するには、筐体を開けて
ドライバ基板の
ディップスイッチ
を変更する必要があります。面倒なので、後で筐体の外にスイッチを付けることにします。
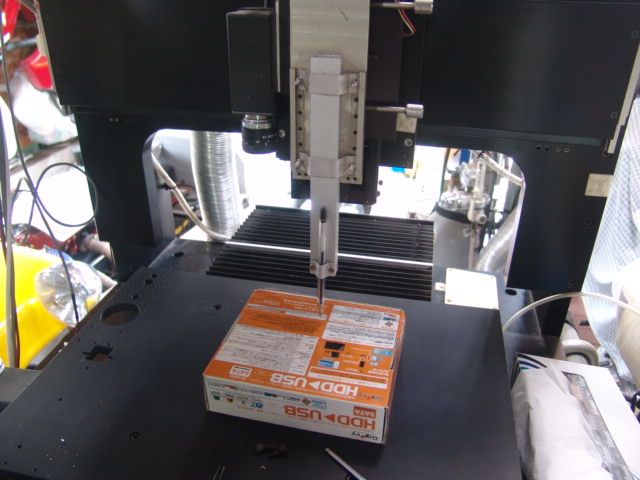
最近フライスで削った
F86
の データをそのまま使ってみます。NC
データの出力ソフトも一応この
XYZテーブル
に対応していて”‐c”スイッチ付きで起動すると、パラメータ(ステップ あたりの移動距離やバックラッシュ)がこの
XYZテーブル
用に変更されます。ちなみに現在のバックラッシュは
0
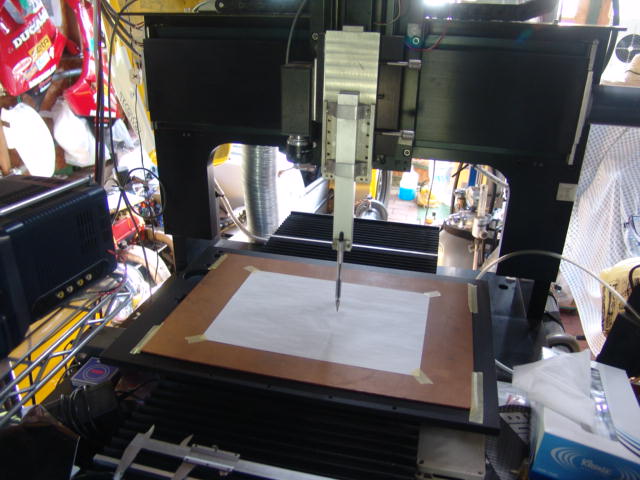
です。3DデータでZ軸を動かしても動きが確認できないので、
XY軸だけ
動かします(笑)。ヘッド部に
ボール ペン
を付けてテストしますが、ただのボールペンではうまく書けないので、
スプリング
を内蔵して紙に適当に
テンション
がか かるようにします。
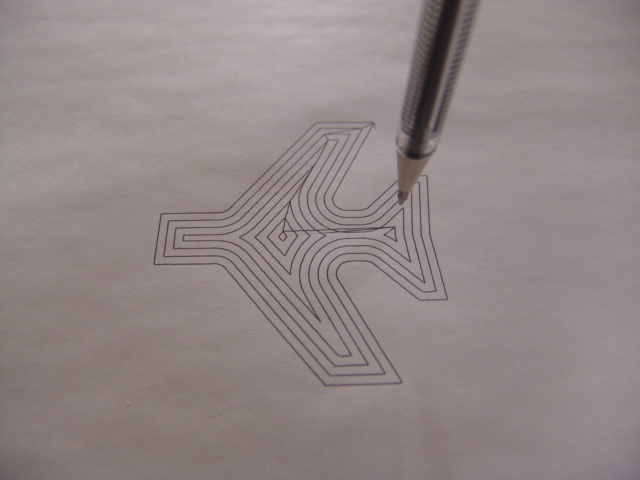
一応、ちゃんと書けてますね(笑)。
スタイロフォーム
と比べてみました。
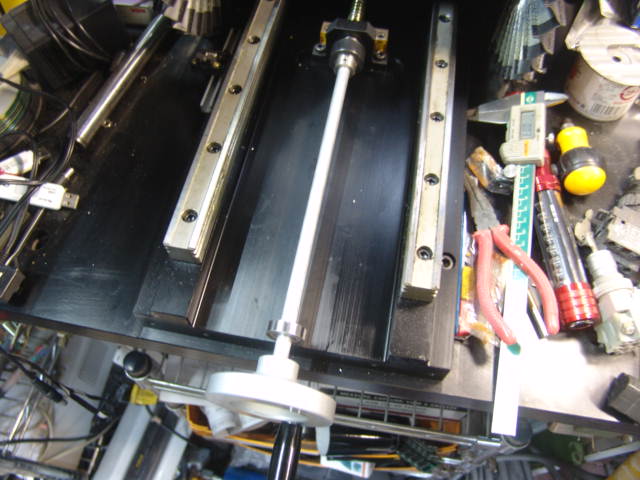
6月21日
Z軸のリニアガイドを
1スパン
下げて元に戻しました(笑)。戻してもZ軸の移動距離150mmが確保できることが分かりました。
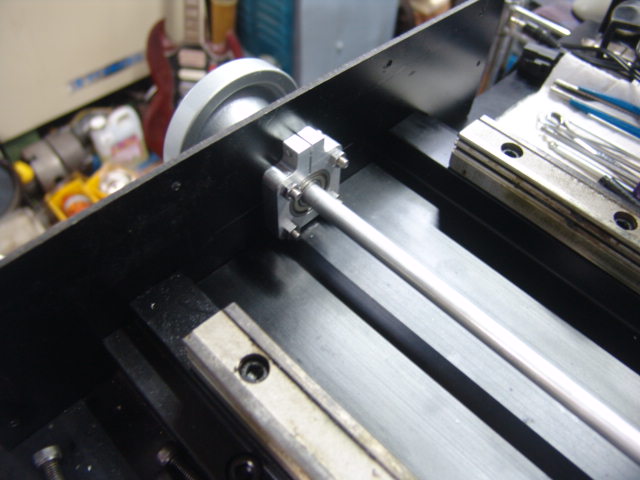
テーブルは
手
で動かせると何かと便利です。昔、買ってY軸のみ取り付けていなかった
ハンドル
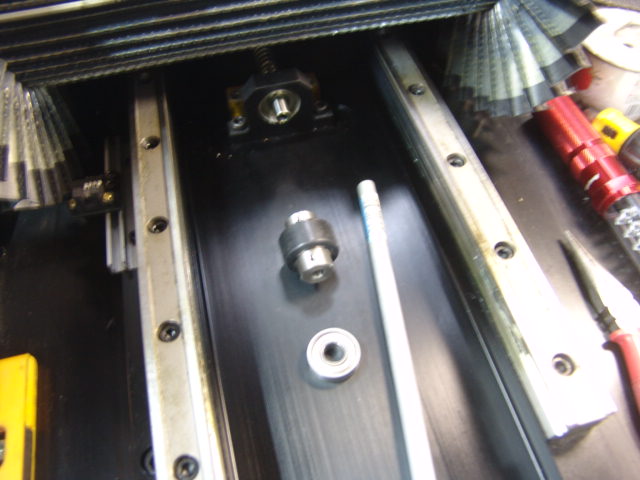
をY軸に取り付けます。蛇腹を外してみました。ボールねじの先端がベアリンクから
余分
に出ています。ここを延長してハンドルを
追加
します。
その前に、テーブルの前にはフライスの
工具スタンド
があり、邪魔でハンドルが付きません。工具スタンドはフライスの横に
移設
しました。
Y軸のハンドル追加の使用部品です。ラバー製の
カプラジョイント
、内径10mm外形26mmの
ベアリング
、10mmの
アルミシャフト
です。全部手持ちでありました。
カプラジョイントは
ボールねじ
(10mm)と軸径1/4インチの
ステッピングモータ
(アメリカ製)の継手なので、アルミ
シャフトの片側を
1/4インチ
に削ります。
ハンドル
に
10mm
のセンタ穴を開けます。その後、固定用の
4mmの
ネジを切りました。
テーブルに
仮止め
してみます。良いみたいです。
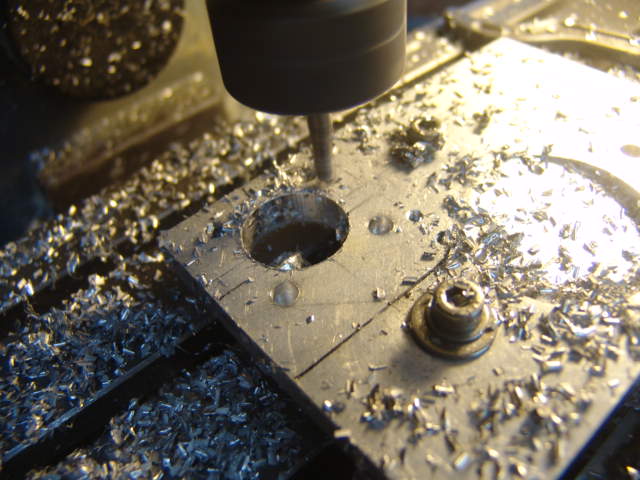
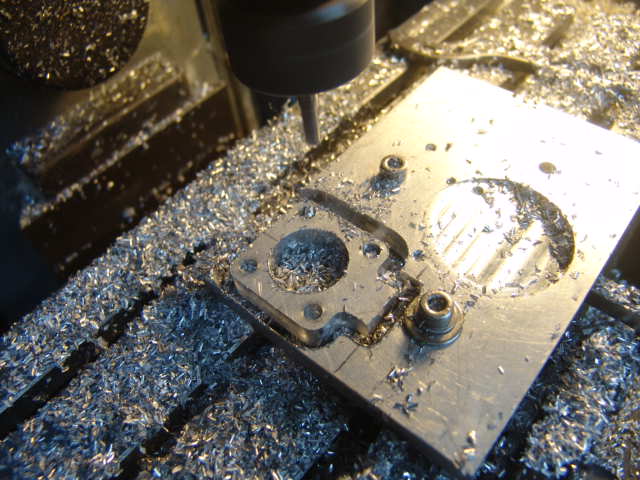
6月22日
ベアリングホルダ
を作製します。Qcadで図面を入力します。
10mm厚のアルミの端材を
CNC
で削ります。左は外周を削り始めたところ、右は切削終了時です。
簡易コンタで
すり割り
をして3mmのタップを立ててベアリングを
固定
したところ。
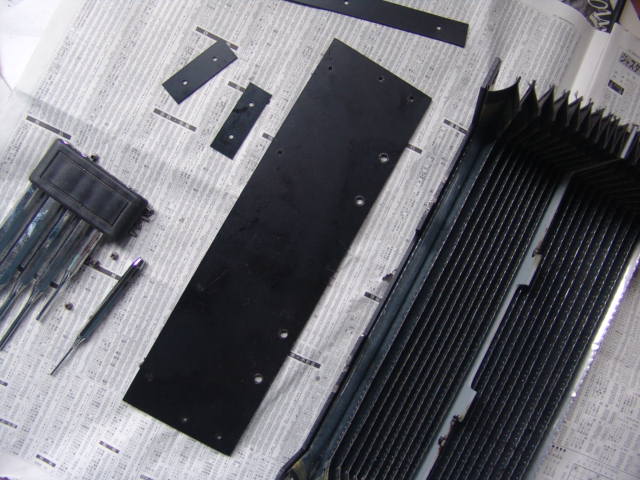
ベアリングホルダは蛇腹の
固定プレート
に取り付けます。ハトメで固定されている蛇腹を取り外します。プレートは
鉄
でした。
プレートにベアリングホルダの取り付け穴を開けます。
仮止め
してみます。
組み立て
完了。その後、
蛇腹
を元に戻します。ハトメは再利用できないので3mmの
ステンレスネジ
を使いました。
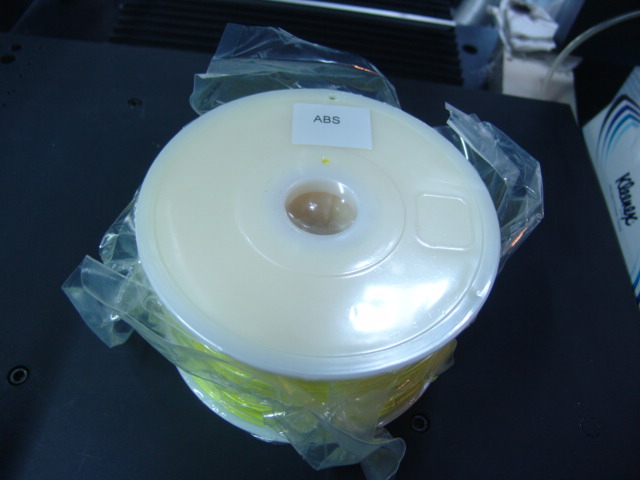
アマゾンでABSの
フィラメント
を購入しました。WEBページだと普通の
黄色
に見えたんですが、レモンイエローでしょうか?(笑)。
クリア
は設定が難しく、
黒
は混ぜ物が多いなんていう情報もあり、黄色にしました。後でヤフオクをみたらヤフオクの方が安かったみたいです。
フィラメントの直径は公称
1.75mm
より少し
小さい
みたいです。
その他、ebayのショップで購入したもの。一番肝心な
Extruder
です。選定基準は
ダイレクトドライブ
で
金属製
であること、またヒータが
抵抗
(笑)じゃなくて
本物のヒータ
?を使っていることです。その他、ヒータやサーミスタなどの
消耗品
、径違いの
ノズル
なども購入しておきました。
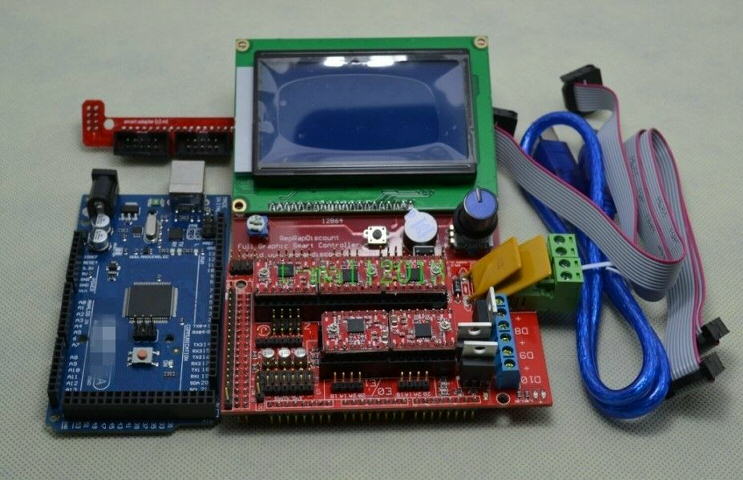
ヒートベッド
と
制御マイコン
一式
。これは上とは別のショップ。
いずれも中国から送られてくるはずです。
入荷予定は7月の中ころの予定です。
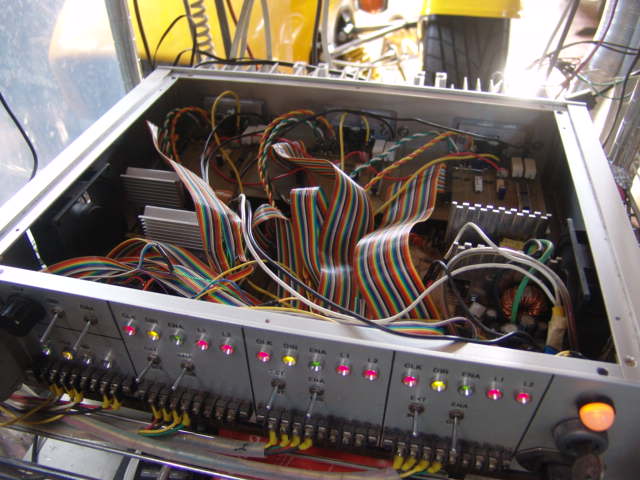
XYZ軸の
モータドライバ
はCNCフライス/旋盤と兼用です。モータドライバICは東芝の
TA8435H
を使っています。これは
廃版になって久しいですが、現在は互換品のTB6560AHQがあり安心です。CNCフライス/旋盤とは違う
1−2相モード
で駆動 するので筐体の側面に
スイッチ
を追加して切り替えられるようにしました。右写真の左側。ついでに内蔵のクロック発振器を極低周波にするスイッチも取り付けま した。
右写真の右側、
これは旋盤の突っ切りの時に使います。ほんとうは前面パネルにスイッチを付けたいんですが、パネルのデザイン上、空きスペースが全くありません。モータドライバからフライス、旋盤、XYZテーブルのモータの切り替えは
ステッピングモータ切替器
があり簡単に切り替えできます。一方入力の方はCNC制御PCに繋がっているので、コネクタ部(アンフェノール50ピン)で抜き差しして切り替える必要があります。36ピンならプリンター切替器が使えたのに(笑)。
ハンドルを付けてから
テスト運転
しましたが、ハンドルの
取っ手
の部分にガタがあるので、そこが
ビビッ
てうるさいです。ホームセンタ で
バネ
を購入してきました。適当な長さに切って取り付けてました。後で
スリーブ
を作製して追加します。