セミ・オートマチックへの道
機構作製〜その2
セミ・オートマチックへの道
機構作製〜その2
11月27日
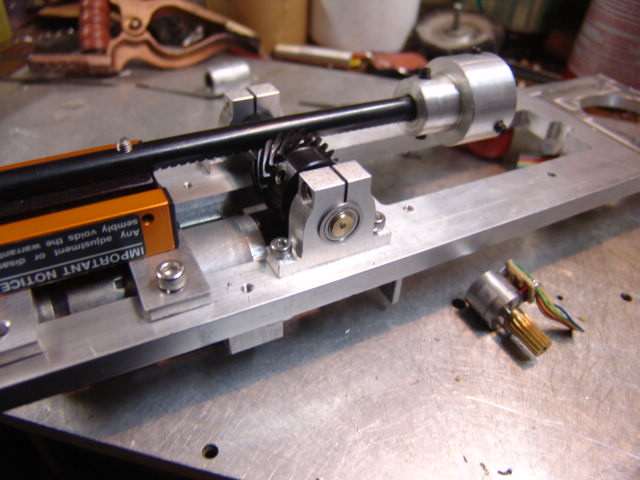
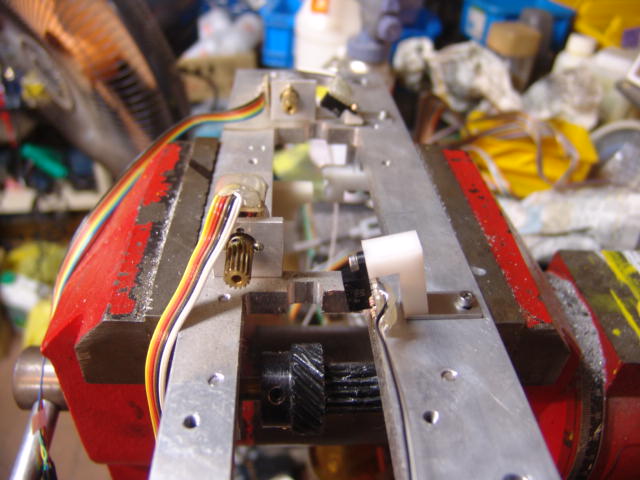
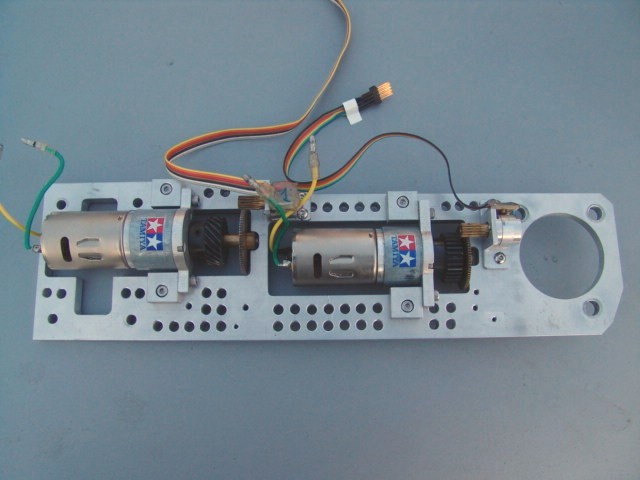
先週作製した、取りつけ金具を使ってロータリエンコーダを
ベースに取りつけます。

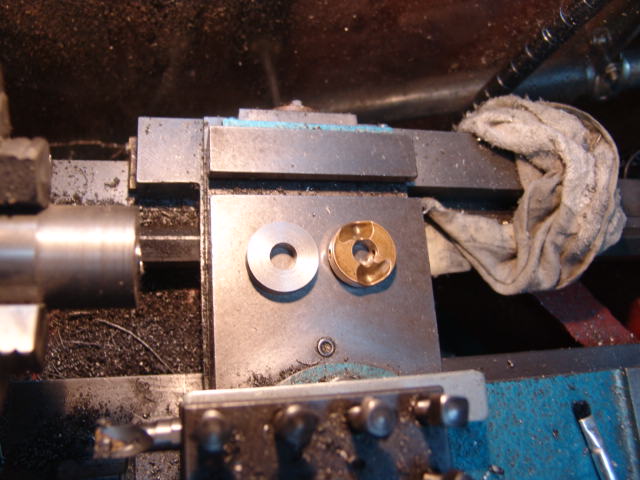
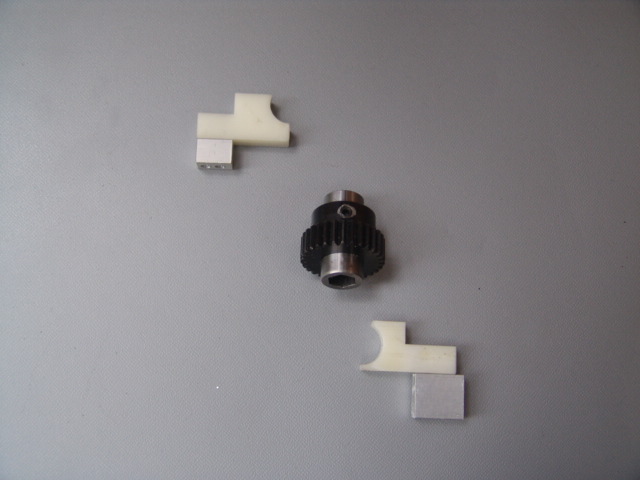
前後移動用のねじ歯ギア用のベアリングホルダを10mmのアルミからCNCで削
ります。左はCNC用の図面です。右は1周目を切削したところです。Rを
付けて図面を入れ
ましたが、半径が小さく、完成したホルダにはRがつきませんでした。失敗。

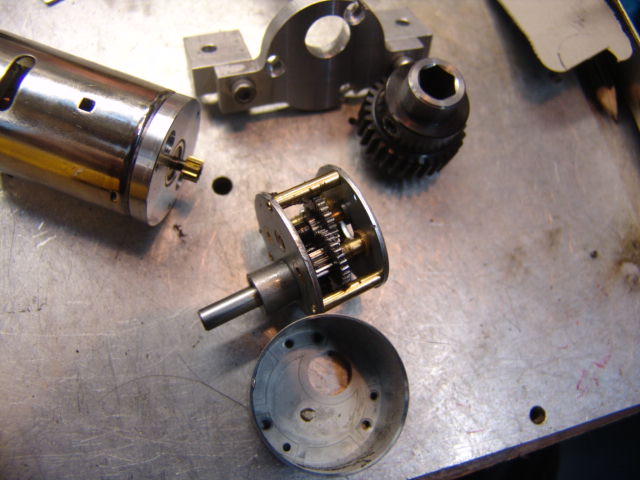
左右2個作ります。下はベアリングとラックギア、ねじ歯ギア。

ベアリングホルダはベースの裏に取りつけます。高さ方向はシムで調
整するため
に短めに作りました。前後方向の移動はモータの回転方向をこのねじ歯ギアで90度変
えま
す。

ベアリングホルダにすり割加工をしてベアリングを固定できるようにします。ベアリング
はフランジ付きのものを使用します。


2006年
2月12日
2ヶ月以上開いてしまいましたが、ベースにベアリングホルダを
取りつけるために、先週買ったタッパを使ってみました。10mmのアルミに3.4の下穴を開けて4mmのタップでネジを立てます。位置決めが面倒ですが、その後のタップ立ては一瞬でできます。

ベアリングホルダ側にはΦ4.5mm穴を開けて、キャップボルトで
固定しま
す。0.5mmのアルミのシムを挟むと丁度良いかみ合いになりました。
3月25日
サーボモータのプログラムを色々と修正して動作させていたところ、オー
バランをしてモータのギアが壊れました。現在リミッタが無いのでプログラムに不具合があるとオー
バランします(笑)。交換用に減速比が60:1のものを購入しました。特注品のため納期が1ヶ月です。
ホームセンタで機構の組み付けの時に使うネジロックを購入しました。取り外し使用と永久仕様の2種類です。ロータリエンコーダが外れるとオーバランする可能正があるので、イモネ
ジは全てロックする予定です。



6月10日
回転方向の位置決めをしている部品を作製して、各回転位置で止まるようにイ
ンデックス状のプレートにします。S45Cの丸棒からプレートを切り出します。突っ切り時に2回ほどカミま
した。インバータ駆動しているので、モータは自動的に止まりますが、大変よろしくないです。
内径はΦ14mmです。横に4mmの穴を開けてロールピンでのシャフトに仮止
めします。各シフト時の回転角度を調べます。5速だけ回転角度が大きいよう
です。フライス盤のサーキュラテーブルに固定してボールエンドミルで半球状のくぼみを付け
ます。

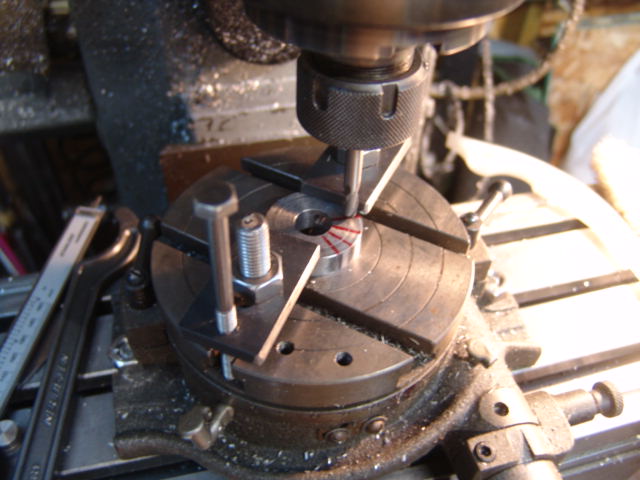
くぼみ加工の終ったブレートです。
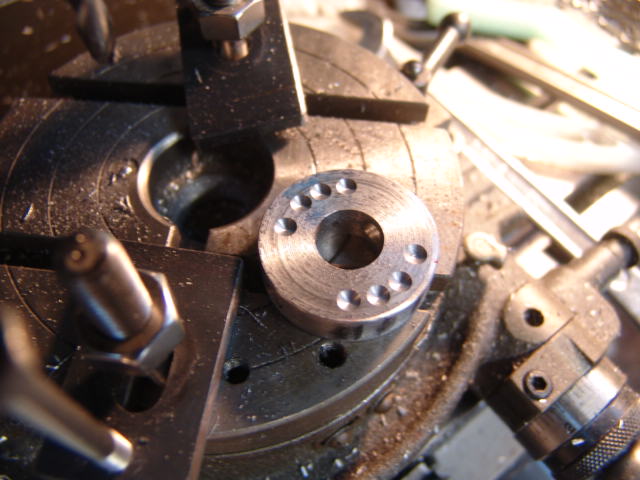
早速、実験してみます。ダメでした(笑)。くぼみ加工を裏表間違えました!来週再挑戦します。

6月18日
先週失敗したプレートで
すが、作り直すのは時間がかかる
ので、間違った裏側からΦ2mmで穴を開けて、表側に6mmのボールエンドミルで半球状の加工をします。左写真の右側はΦ1.5mmのピアノ線で作ったス
プリングです。ノーマルのスプリングは強過ぎるので、このスプリングを使ってテンションを軽くします。修正したプレートと自作スプリングを組み込んでテス
トをしました。ちゃんとクリック感が
出ましたがバックと5速に行き過ぎる場合があるので、1−2、3−4速のクリック感をも
う少し増した方が良さそうです。


6月24日
1−2、2−4速の半円球の深さを少し深くしました。
以前よりよくなりました。バネがもう少し強い方が良いかと試しにノーマルの物に変えてみましたがやはり強過ぎでした。もう少し太いピアノ線があるといいのですが〜

7月16日
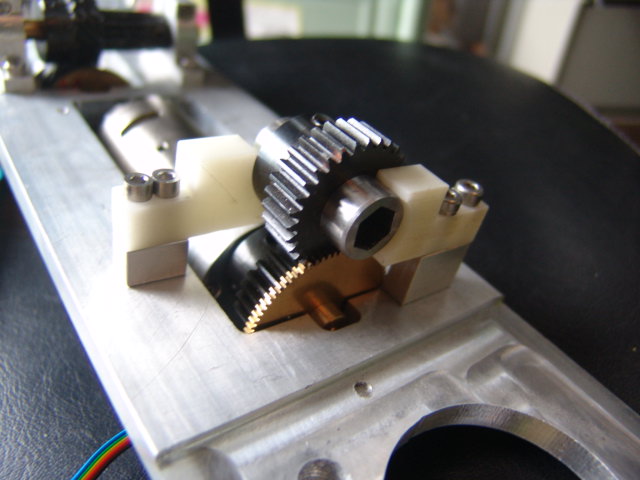
回転方向の駆動する6角スライドギアの保持ホルダを作製
しました。ジュラコンの棒からギアに接触する部分を切削しアルミのブロックで高さを調節します。このホルダでスライドギアが前後に動かないように固定します。プログラムの方は2個のモータ駆動の動作テストを行ないました。ここに動
画が
あります。
11月12日
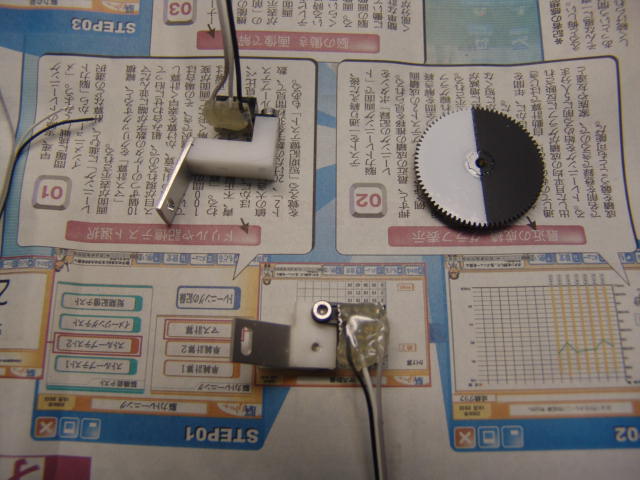
原点検出用の反射型フォトインタラプタの取り付けベースをジュラコンの丸棒から
作製しました。10mm厚に突っ切り後、フライスでL字型に切り抜きました。


作製したベースにフォトインタラプタと位置調整用の長穴を開けたアルミ板をネジ止めします。回転は半回転以下なので、ロータリエンコーダの真鍮製のギアを半分黒に塗って、1個のフォトインタラプタで原点を検出する予定です。右写真は両面テープで仮止めしたところです。


11月19日
フォトインタラプタに配線をして、ギアに艶白とつや消し黒の2色塗装をして実験しました。白黒の電圧差が大きくなる場所を探してポンチを打ちます。白と黒の境目で滑らかに電圧が変わります。0.5−4Vくらいの電圧が出ます。

ポンチ位置にΦ2.5mmで穴あけをして、3mmのタップを立てて、フォトインタラプタを仮止めしました。
ボードの方にはシュミット(HC14)を追加してSH2のポートに配線しました。
来週実験する予定です。

12月14日
前の更新は1年以上前でした(笑)。ロータリエンコーダのホルダは1ヶ
所で固定していましたが、2ヶ所で固定するようにホルダを再作しました。

2009年
2月8日
原点移動(キャリブレート)のプログラムを作成して組
込みテストを行いました。またニュートラルボタンとリバーススイッチの
機能も追加しました。ニュートラルボ
タンは2速以上のポジションでシフトダウンの時にニュートラルボタンが押されているとニュートラルまで自動的にシフトダウンする機能です。信号待ちなので
2速以上で止まってしまった場合に一度にニュートラルまで戻すことができます。リバーススイッチはリバースにシフトする際にリバーススイッチがONになっ
ていないとリバースにシフトできないようにする安全機能です。3つの機能とも調整、動作確認完了しました。リバーススイッチはこ
こに付いています。このスイッチはバックランプも共用です。


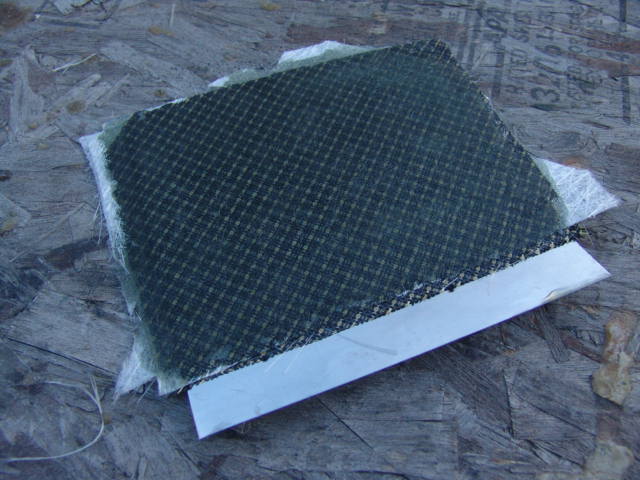
ステアリングにニュートラルボタンを取り付けるプレートの作製を開始しました。実験ではクリップで導通させて実験を行いましたが、能率が悪いためちゃんとスイッチの固定できるカーボンケブラのプレートをつくります。取りあえず、アルミの板にカーボンケブラとマットを2層積層しておきます。
2月13日
キャリブレート機能に関連してモータドライバ基板の電源が切れた時にニュー
トラルに自動的に戻す機能を組込みます。電源はACCとバッテリからの常時電源を使い分けます。

オークションで購入したダイオードアレイを使い2つの電源をORします。電源投入時にリ
レーをONにして常時電源も通電させます。ACC電源断の割込
みによりニュートラルへ自動的に移動した後でポートから常時電源も切り、電源をOFFしま
す。
モノタロウで購入したモータドライバ基板のアルミケースです。別のアルミケースといっしょに購入しましたが、これだけ別送で後から来ました。長手方向がちょっと大きいです。

2月15日
ニュートラルボタンなどを取り付けるプレートの続きです。先週に続いてマットを2層、綾織カーボンケブラを1層積層しました。

樹脂が硬化したのを確認して離型します。左は以前に作ったバーキンロゴ入りのプレートです。今
回のプレートはスイッチが付くのでかなり厚みを持たせています。

ニュートラルボタンはパドル部に使っているものと同じモーメンタリ
スイッチで
すが、ボタンキャップが無いため2017のアルミ棒から削り出しました。

以前のプレートの外形を参考にケガキ線を入れて外形をディスクグラインダでカットしてその後ヤス
リで仕上げました。完成したプレートにスイッチの取り付け穴を2ヶ所開けて両面テープでステアリングに仮止めしてみます。上記で作ったボタンキャップも取り付けてみました。右側にあるスイッチは通常のトグルですが用途は決まっていません。ケーブルの引き
回しも考えないといけません。

2月22日
電源断時の自動ニュートラル移動の動作確認を行いました。12V電源断の検出部にダイオードのクランプを追加して、ソフトは電源断の
割込み
ルーチンを用意してテストを行いました。初め正常に動いていたのですが、途中からGDB上でTRAPが掛か
るようにな
り、リセット番地に飛んでいるようです。どうもSH2のボードが壊れたみたいです。

2月23日
調子の悪くなったSH2のボードですが、会社に持って来てお昼休みに調べてみました。モータドライバのFETの前段のバッファ7406の1ポートが壊れてい
てFETの上下ともONで短絡していたようです。短絡した時に電圧が下がり、リセットが入ってTRAPが掛かっていたようです。危ないです。ヒューズの容量を小さくした方が良いです。週末にガレージに持って帰り再度動作確認をします。